




Где дешево купить кожухотрубчатый теплообменник?
2026-01-27
Дешево — понятие растяжимое. Вопрос не в самой низкой цене, а в том, за что ты платишь. И если ты ищешь просто самый дешевый, скорее всего, нарвешься на проблемы, которые обойдутся дороже самого аппарата. Я не раз видел, как пытались сэкономить на подборе или материале, а потом месяцами латали утечки или компенсировали низкий КПД перерасходом энергии. Давай разберемся, где и как искать оптимальный вариант, а не просто ценник с минимальной цифрой.
Что скрывается за словом дешево?
Первое, с чем сталкиваешься — это разброс предложений. Один завод запрашивает 1.2 млн за аппарат на 100 м2, другой — 800 тысяч. Инстинкт — выбрать второй. Но здесь нужно включить подозрительность. Почему дешевле? Чаще всего экономят на трех вещах: толщина стенки трубки и кожуха, качество трубной доски и, что критично, на расчете теплообменника. Последнее — самое опасное. Тебе могут продать аппарат с заниженной поверхностью теплообмена. Он вроде бы подходит по паспорту, но на практике не вытягивает нагрузку. Приходится либо мириться, либо ставить два. Какая уж тут экономия.
Был у меня случай на одной небольшой котельной. Закупили бюджетные кожухотрубники у местного сборщика. Через полгода пошли свищи по трубным решеткам — вибрация, плюс, как выяснилось, материал решетки не соответствовал агрессивности среды. Ремонт встал в половину стоимости нового аппарата, плюс простой. Так что дешевизна часто оказывается кажущейся.
Еще один нюанс — комплектация. В базовую цену может входить только сам аппарат, а опоры, прокладки, фланцы — за отдельные деньги. Или наоборот. Всегда нужно уточнять, что именно входит в стоимость. Иногда дорогой вариант от серьезного поставщика оказывается в итоге выгоднее, потому что включает доставку, шеф-монтаж и гарантию с реальной технической поддержкой.
Где искать: каналы и их подводные камни
Основных каналов несколько: напрямую у производителей, через дистрибьюторов/дилеров, на промышленных площадках типа B2B-порталов, и рынок б/у оборудования. Каждый имеет свою специфику.
Прямой контакт с заводом-изготовителем — в теории, самый выгодный. Но тут нужно понимать масштаб. Крупные российские заводы часто имеют высокий порог входа по минимальному заказу или длинные сроки изготовления под нестандарт. Для одного-двух аппаратов они могут и не заинтересоваться. А вот средние и небольшие производства более гибки. Но и тут нужна проверка: лучше всего запросить фото производства, сертификаты на материалы, список выполненных проектов. Один раз я связался с заводом, который на словах все красиво описывал, а на деле сборка велась практически в цеху-ангаре. Качество сварки было так себе.
Дистрибьюторы — удобно, у них часто есть складской остаток или готовые типовые модели, что может удешевить и ускорить покупку. Но их наценка — от 10 до 30%. Их ценность — в подборе и сервисе. Хороший дистрибьютор не просто перепродаст, а поможет с расчетами и подберет оптимальный вариант под твой техпроцесс. Плохой — просто сбросит прайс.
Что касается онлайн-площадок, то там часто сидят перекупщики. Цена может быть привлекательной, но происхождение аппарата — темным лесом. Можно получить аппарат, снятый со списанной установки, с остаточным ресурсом. Это как лотерея.
Импорт или локализация?
Сейчас этот вопрос острее, чем пять лет назад. Классические европейские бренды (Alfa Laval, Kelvion, Danfoss) стали заметно менее доступны и по цене, и по логистике. Их аппараты, безусловно, качественные, но дешево — точно не про них. На этом фоне активизировались производители из Азии, в частности, из Китая. Здесь стереотип китайское = плохое уже давно не работает. Многие заводы работают по международным стандартам (ASME, TEMA), имеют серьезное оборудование. Ключ — в выборе проверенного поставщика, а не просто того, кто дал самую низкую цену в переписке по электронной почте.
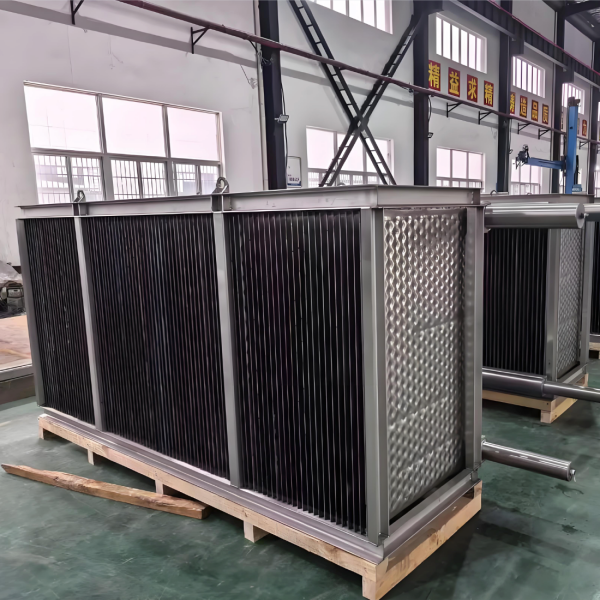
Например, я сталкивался с работой компании ООО Руйцзе Энергетическое оборудование Фошань. Они как раз представляют китайского производителя, специализирующегося на теплообменном оборудовании. Их сайт https://www.ruijiedongli.ru — это не просто визитка, там есть техническая библиотека, что уже намекает на серьезный подход. Из описания видно, что они занимаются оребренными теплообменниками, но часто такие компании имеют в портфеле и классические кожухотрубчатые теплообменники. Ценник у них, как правило, конкурентный именно за счет прямых поставок с завода. Но! Работа с ними требует четкого технического задания. Нельзя просто сказать мне на 100 кВт. Нужны параметры сред, допуски, чертеж размещения. Если ты готов в этом разбираться или есть грамотный инженер, такой канал может дать очень хорошее соотношение цены и качества.
Б/У оборудование: своя игра
Рынок б/у теплообменников — это отдельный мир. Здесь можно найти настоящую золотую жилу — аппарат с хорошего предприятия, который меняли не из-за износа, а по причине модернизации всей линии. А можно купить проблему в виде закоксованных или подвергшихся коррозийному растрескиванию трубок.
Главное правило — видеть аппарат вживую или хотя бы получить максимально детальные фото: состояние фланцев, сварных швов, таблички с параметрами. Обязательно нужно продуть трубное пространство — проверить на засоры. Идеально — провести гидравлические испытания на месте. Я обычно смотрю на дату изготовления и первоначального применения. Если аппарат работал с чистой водой или паром, его состояние, как правило, лучше, чем у того, что работал с химически активной средой, даже если его промыли.
Цена здесь может быть в 2-3 раза ниже нового. Но к этой цене сразу прибавляй стоимость возможной реставрации: замена прокладок, чистка, возможно, развальцовка трубок. И всегда имей в виду, что гарантии, по сути, нет. Это вариант для тех, у кого есть время, expertise и возможность в случае чего самостоятельно разобраться с ремонтом.
Критерии выбора помимо цены
Итак, чтобы не прогадать, составляешь для себя чек-лист. Первое — техническое задание (ТЗ). Без него любой разговор о цене бессмысленен. В ТЗ должны быть: тепловая нагрузка, параметры сред на входе/выходе (температура, давление, расход), допустимые потери давления, тип среды (вода, пар, масло, агрессивная жидкость — это определит материал).
Второе — стандарт изготовления. В России часто ориентируются на ГОСТ, но хорошим тоном считается соответствие стандартам TEMA (Американская ассоциация производителей теплообменного оборудования) или ASME. Это гарантия предсказуемого качества расчета и конструкции.
Третье — материалы. Материал трубок (латунь, медь, нержавеющая сталь, титан), кожуха (углеродистая или нержавеющая сталь), трубных решеток. Запрос сертификатов на материалы — нормальная практика. Экономия на материале трубок для агрессивной среды — это гарантированная авария.
Четвертое — проверка поставщика. Запрос референц-листа, контактов прошлых клиентов (хотя бы в том же регионе). Поиск отзывов на профессиональных форумах, а не на общих площадках. Визит на производство, если это возможно.
Итог: где же все-таки дешево и надежно?
Однозначного ответа нет. Для срочной замены и при четком понимании параметров может выстрелить складской вариант у дистрибьютора. Для крупного проекта с длинным циклом — прямой заказ на средний завод, возможно, тот же азиатский, но с тщательным аудитом. Для тех, у кого жесткий бюджет и есть инженерные ресурсы — качественный рынок б/у с последующей ревизией.
Лично я в последнее время для стандартных задач (нагрев воды паром, охлаждение масла) все чаще смотрю в сторону проверенных прямых импортеров, вроде упомянутой ООО Руйцзе. Почему? Потому что их цена — это цена завода, минус европейская наценка за бренд, но при этом они обычно готовы предоставить полный пакет документов и расчетов. Это разумный компромисс. Но это работает только при грамотном техническом диалоге. Если ты не готов погрузиться в детали — лучше заплатить наценку местному дистрибьютору с сервисом, который все сделает за тебя.
В конечном счете, дешево купить — значит купить аппарат, который отработает свой срок без непредвиденных затрат. А это всегда баланс между первоначальными вложениями и совокупной стоимостью владения. И этот баланс находится не в самом первом пункте гугл-выдачи с рекламой, а где-то между технической грамотностью заказчика и добросовестностью поставщика.