




Кожухотрубный теплообменник ВВП: инновации и ремонт?
2026-02-06
- Что вообще скрывается за аббревиатурой ВВП в нашем контексте
- Инновации: где они реально есть, а где — маркетинг
- Ремонт: философия как есть против как должно быть
- Случай из практики: когда инновация встретилась со старой эксплуатацией
- Мысли вслух о будущем таких аппаратов
- Вместо заключения: просто несколько уроков, вынесенных с объектов
Вот тема, которая на практике часто сводится к двум крайностям: либо восторженные разговоры о новых технологиях, либо унылое заварили и ладно. Реальность, как обычно, где-то посередине, и сильно зависит от того, с каким именно аппаратом имеешь дело и в каком контуре он стоит. Попробую разложить по полочкам, как это выглядит из цеха, а не из презентации.
Что вообще скрывается за аббревиатурой ВВП в нашем контексте
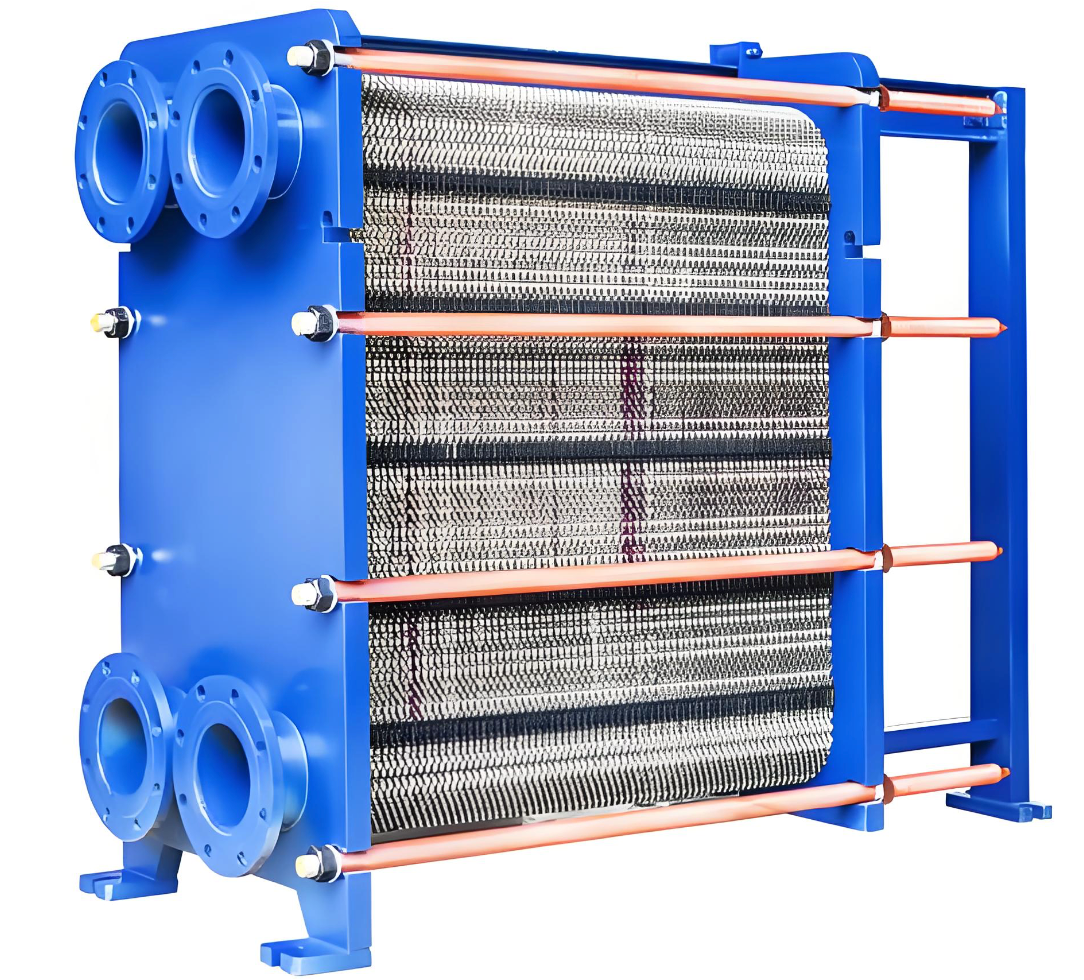
Когда говорят кожухотрубник ВВП, многие сразу думают о чем-то суперсовременном, чуть ли не с нанотрубками. На деле, чаще всего речь идет о классических кожухотрубных теплообменниках, но предназначенных для работы в системах высокого давления, например, в том же паровом тракте или на линиях подачи питательной воды. Ключевое здесь — конструктивное исполнение. Не просто толстые стенки, а именно расчёт на циклические нагрузки, усталостную прочность.
У нас был случай с аппаратом на одной из ТЭЦ под Санкт-Петербургом. По паспорту — ВВП, давление 160 атм. Но при вскрытии после течи обнаружили, что развальцовка трубок в трубной доске была выполнена по старой, мягкой технологии, без последующего развальцовки под отбортовку. В режиме пуск-стоп от температурных расширений связка ослабла. Так что инновации? Инновация начинается с банального следования уже давно прописанным нормам изготовления, что, увы, не всегда соблюдается в погоне за снижением себестоимости.
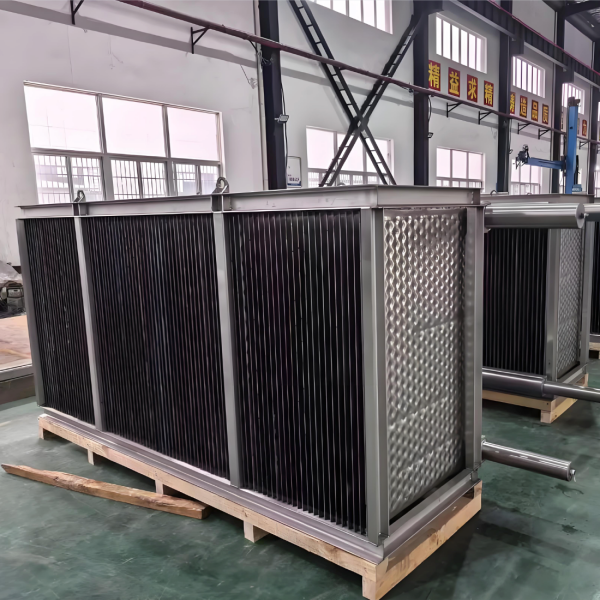
И вот тут стоит отметить, что некоторые производители всё же делают упор на надёжность. Глянул на сайте ООО Руйцзе Энергетическое оборудование Фошань (https://www.ruijiedongli.ru) — они, кстати, позиционируют себя в области оребренных теплообменников, но принцип внимания к деталям сборки и качеству материалов, думаю, универсален. Для ВВП-аппаратов это критически важно. Их подход к контролю сварных швов и гидроиспытаниям — это как раз та невидимая инновация, которая предотвращает аварии.
Инновации: где они реально есть, а где — маркетинг
Если отбросить шумиху, то реальный прогресс последних лет я вижу в трёх вещах. Во-первых, это материалы. Появление более стойких к коррозии сталей, например, дуплексных, для трубок. Это не для всех сред нужно, но для агрессивных сред или морской воды — спасение. Правда, цена кусается, и ремонтировать такие трубки сложнее — нужен аргон и специалисты.
Во-вторых, расчётное моделирование. Раньше многое делалось с запасом, что вело к перерасходу металла и громоздким конструкциям. Сейчас CFD-моделирование потоков позволяет оптимизировать перегородки в кожухе, снизить вибрацию трубок — главный бич таких аппаратов. Но опять же, это инструмент для проектировщиков. Для ремонтника результат этой инновации — просто аппарат, в котором реже выходят из строя трубки от вибрации.
В-третьих, системы мониторинга. Встраиваемые датчики вибрации, температуры на отдельных трубках. Это уже ближе к умному оборудованию. Но на действующих объектах внедряется медленно, часто из-за сложности монтажа на работающем аппарате и недоверия эксплуатационщиков к новым электронным системам. Лично сталкивался, когда датчик показывал рост вибрации, а персонал грешил на его неисправность, пока не вскрыли — а там уже несколько трубок с трещинами от усталости.
Ремонт: философия как есть против как должно быть
А вот здесь начинается самое интересное и далёкое от гламурных каталогов. Ремонт кожухотрубного теплообменника ВВП — это всегда компромисс между нормативными требованиями, возможностями цеха, сроками останова и бюджетом. Идеальная картина: вырезали дефектные трубки, развальцевали новые, провели гидравлику на полуторное давление. Реальность: доступ к трубной доске ограничен, старые трубки не выходят, их приходится высверливать, рискуя повредить отверстия в доске.
Одна из частых проблем — коррозия в зазорах между трубками и трубной доской. По технологии нужна плотная развальцовка. Но если металл устал или уже был перевальцован несколько раз, добиться герметичности сложно. Иногда идут на пайку или даже на заварку отдельных трубок с торца, хотя это и считается полумерой, меняющей распределение напряжений.
Ключевой момент, который многие упускают — диагностика перед ремонтом. Простая опрессовка водой может не выявить микротрещины. Мы сейчас стараемся, если позволяет бюджет останова, делать контроль ультразвуком или даже вихретоковым методом, особенно в зонах у перегородок. Это позволяет точечно ремонтировать, а не менять пучок целиком, что экономит недели времени.
Случай из практики: когда инновация встретилась со старой эксплуатацией
Хочу привести пример, который хорошо иллюстрирует разрыв между теорией и практикой. На одном химическом производстве поставили новый кожухотрубник ВВП с трубками из титанового сплава для работы с хлоридами. Аппарат современный, расчёт красивый. Но через полгода — течь. Причина банальна: в техрегламенте прописали плавный пуск с постепенным нагревом, а эксплуатация, привыкшая к стальным аппаратам, дала полный напор горячей среды сразу. Термоудар. Титан, при всей своей стойкости к коррозии, чувствителен к резким перепадам. Инновационный материал упёрся в старую эксплуатационную культуру.
Ремонт был сложным. Варить титан на месте — та ещё задача, нужна чистая камера с аргоном. В итоге пошли по пути установки заглушек на дефектные трубки, потеряв в эффективности. Мораль: любая инновация в железе должна сопровождаться инновацией в головах тех, кто это железо обслуживает. Иначе получается дорогая игрушка с коротким сроком жизни.
Кстати, о материалах и ремонтопригодности. На том же сайте ООО Руйцзе видно, что они работают с различными материалами, включая цветные сплавы. Для ремонтника это важная информация — знать, с чем придётся иметь дело. Потому что технология ремонта латунной трубки и трубки из нержавейки — это две большие разницы, особенно в части подготовки поверхности и выбора припоя или сварочных материалов.
Мысли вслух о будущем таких аппаратов
Куда всё движется? Мне кажется, главный тренд — это не столько новые конструкции, сколько предсказательный ресурс и цифровые двойники. Скоро будет нормальным делом, когда к аппарату приложена не просто бумажная паспортная книга, а цифровая модель, в которую вносятся все ремонты, замены трубок, результаты контролей. Это позволит точнее прогнозировать, когда и что выйдет из строя, и планировать ремонт до аварии.
Но для этого нужна дисциплина данных, которой у нас, увы, часто нет. Записывают в журнал произвели ремонт пучка, а сколько трубок заглушили, какие именно, под каким напряжением они теперь работают — этой информации нет. Получается, что каждый ремонт — это шаг в слепую. Инновации в области софта и систем сбора данных должны прийти и в нашу, ремонтную, кухню.
И второй момент — это модульность. Возможно, будущее за блочными решениями, где секции теплообменника можно будет отключать и заменять, не выводя из работы всю линию. Но это опять упирается в стоимость и сложность первоначального проектирования. Пока что для большинства заказчиков проще и дешевле периодически останавливаться на пару недель для капиталки, чем вкладываться в более сложную и дорогую конструкцию с самого начала. Экономика, как всегда, рулит.
Вместо заключения: просто несколько уроков, вынесенных с объектов
Если резюмировать мой опыт, то связка инновации и ремонт для кожухотрубных теплообменников ВВП — это история про внимание к деталям. Инновация, которая не учитывает необходимость будущего ремонта (доступность трубного пучка, стандартизацию размеров трубок, возможность локального контроля) — это плохая инновация. Она умрёт при первом же серьёзном отказе.
Ремонт, в свою очередь, не должен быть шаманством. Чем больше диагностики, чем точнее соблюдаешь технологии развальцовки или сварки (пусть даже старые, но проверенные), тем дольше проработает аппарат после вмешательства. Иногда как должно быть — это не прихоть инженера, а необходимость, продиктованная физикой процесса.
И последнее. Всегда стоит смотреть, кто и как делал аппарат. Будь то крупный завод или специализированная компания вроде ООО Руйцзе Энергетическое оборудование Фошань. Их фокус на теплообменниках — это часто знак более глубокого понимания нюансов, будь то оребрённые или кожухотрубные аппараты. Потому что в конечном счёте, надёжность закладывается на этапе проектирования и изготовления. А ремонт — это лишь борьба с последствиями. И чем лучше первое, тем меньше второе.