




Пластинчатый теплообменник кВт: тренды и КПД?
2026-02-05
Вот что часто упускают: когда говорят про пластинчатый теплообменник и его мощность в киловаттах, сразу лезут в таблицы и каталоги. А на деле, этот самый ?кВт? — он живой, плавает в зависимости от того, как ты его соберёшь, чем прогонишь и как обслуживаешь. Смотрю на последние проекты — и вижу, как многие до сих пор выбирают аппараты с запасом в 30-40%, ?чтобы наверняка?. Переплата за металл, за габариты, за монтаж, а КПД в рабочих режимах потом проседает, потому что теплообменник работает вполсилы. Давайте разбираться без воды.
Откуда берутся эти киловатты: не только расчёт, но и ?почерк? сборки
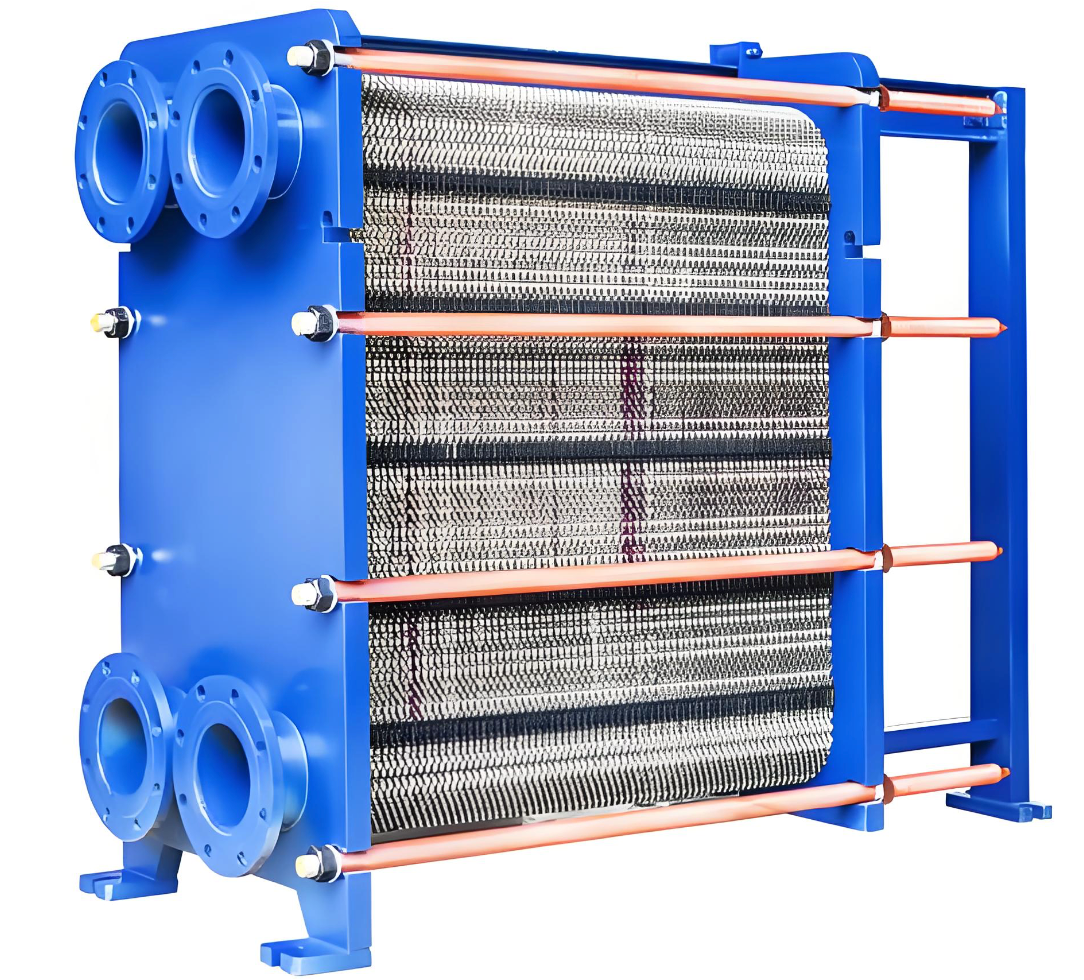
Мощность в кВт — это, конечно, производная от площади теплообмена, коэффициентов, дельт температур. Но если брать два абсолютно одинаковых по паспорту аппарата, от разных сборщиков, они могут выдать разницу в 5-7% по реальной мощности. Почему? Всё в мелочах. Например, последовательность затяжки стяжных болтов — если перетянуть одну сторону, пластины под нагрузкой могут чуть деформироваться, каналы сузятся, гидравлическое сопротивление подскочит, и теплоотдача упадёт. Сам видел на одном объекте: после замены прокладок и сборки ?как обычно? параметры не вышли на паспортные. Пересобрали по круговой схеме затяжки — всё встало на место.
Или материал прокладок. Сейчас многие переходят на EPDM для широкого диапазона температур, но если среда агрессивная, даже не кислотная, а просто с мелкой абразивной взвесью, то стандартная EPDM быстро истончится на углах пластин. Потеря герметичности, перетоки между контурами — и прощай, расчётный КПД. Приходится ставить более жёсткие, типа NBR, но они и менее эластичны, требуют идеально ровной поверхности пластин. Это к вопросу о том, что выбор ?по каталогу? без понимания нюансов среды — прямой путь к разочарованию.
Вот, кстати, пример из практики. На ТЭЦ ставили теплообменник для подогрева сетевой воды. По расчёту — 2 МВт. Взяли аппарат с запасом, всё смонтировали. А через полгода мощность начала падать. Вскрыли — а там на пластинах со стороны греющей воды (это был пароконденсат) отложения не карбонатные, а силикатные, тонким, но очень плотным слоем. Никакие стандартные промывки кислотой не брали. Пришлось разрабатывать щелочную схему промывки с длительной выдержкой. Вывод: ваш ?кВт? сильно зависит от того, что вы гоните внутри, и как планируете за этим следить. Паспортная мощность — это для идеально чистых условий.
Тренды: не гнаться за гигаваттами, а оптимизировать то, что есть
Сейчас явный тренд — не столько наращивать единичную мощность аппарата, сколько делать каскады из более компактных и стандартизированных модулей. Это даёт гибкость. Один блок на профилактике — остальные работают. Легче подобраться для чистки. И главное — легче точно подогнать мощность под изменяющуюся в течение года нагрузку, перераспределяя потоки между модулями. Энергоэффективность системы в целом вырастает на те же 10-15%, хотя каждый отдельный пластинчатый теплообменник может быть и не рекордсменом по удельному кВт с квадратного метра.
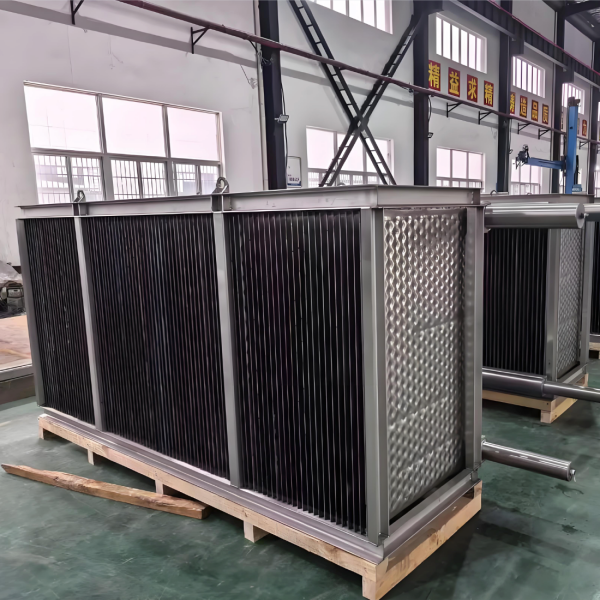
Второй тренд — это материалы пластин. 316L сталь по-прежнему король для большинства задач, но растёт спрос на титан для морской воды и очень агрессивных сред. Но титан — он капризный в обработке, дорогой, и его нельзя просто взять и поставить вместо нержавейки в тот же каркас. Геометрия пластин под него часто нужна другая, менее жёсткая, чтобы компенсировать другие механические свойства. Видел проект, где слепо заменили материал в существующей компоновке — через полгода пошли микротрещины в зонах контакта с направляющими. Пришлось переделывать всю раму.
И цифровизация. Датчики давления и температуры на каждом контуре — это уже норма. Но тренд в том, чтобы эти данные не просто выводились на экран, а в реальном времени корректировали работу насосов и клапанов, поддерживая оптимальный дельты температур. Это и есть прямой путь к максимизации КПД в каждый конкретный момент, а не в расчётной точке. Правда, тут есть подводный камень: алгоритмы управления должны быть написаны людьми, которые понимают теплофизику процесса, а не просто IT-шниками. Иначе система будет ?дёргаться? и гонять оборудование в неоптимальных режимах.
КПД: когда высокие цифры в паспорте не означают экономии в кошельке
Все производители хвалятся КПД за 90-95%. И это правда, если мерить в стендовых условиях, на чистой воде и номинальных расходах. Но в жизни всё сложнее. Самый большой враг КПД в полевых условиях — это несоответствие реальных расходов проектным. Поставили аппарат, рассчитанный на 100 м3/ч, а система работает на 70. Пластины обтекаются не так, турбулентность падает, растёт пограничный слой — и теплообмен ухудшается. Иногда падение может быть до 20% от паспортного КПД. И ладно бы только это — ещё и загрязнение идёт неравномернее.
Поэтому сейчас грамотные инженеры при подборе всё чаще требуют не одну расчётную точку, а целый график зависимости мощности и КПД от изменения расхода в диапазоне хотя бы ±30% от номинала. Чтобы видеть, как поведёт себя аппарат в межсезонье, при частичной нагрузке. Это реально полезная практика. Помню, для одного пищевого комбината подбирали аппарат для охлаждения сиропа. По основной нагрузке подходила стандартная модель. Но когда построили график для минимального потока (ночная смена), выяснилось, что КПД там падает катастрофически. Пришлось искать аппарат с другой геометрией каналов, более узкими и разбитыми на большее число ходов. Да, он дороже, но за год экономия на хладоносителе окупила эту разницу.
И ещё момент — теплопотери в окружающую среду. Большой, мощный аппарат — это горячий ящик. Если он стоит в неотапливаемом цеху зимой, то эти потери могут съесть 1-2% от его мощности. Кажется, мелочь. Но в год нарастает в солидные суммы. Сейчас некоторые производители, особенно те, кто работает с когенерационными установками, где важен каждый киловатт, стали предлагать съёмные теплоизоляционные кожухи. Не панацея, но помогает. В этом плане интересно смотреть на решения китайских производителей, которые активно выходят на наш рынок с готовыми сбалансированными решениями. Например, на сайте ООО Руйцзе Энергетическое оборудование Фошань (https://www.ruijiedongli.ru) видно, что они акцентируют внимание не просто на продаже теплообменников, а на комплектных тепловых пунктах, где аппарат уже подобран, утеплён и обвязан с учётом потерь. Их профиль — оребренные теплообменники, но и в сегменте пластинчатых виден подход к энергоэффективности системы в сборе. Это уже следующий уровень мышления.
Провалы и уроки: личный опыт с ?оптимизацией?
Расскажу про один наш собственный косяк. Была задача модернизировать старую систему отопления в административном здании. Решили поставить каскад из трёх компактных пластинчатых теплообменников вместо одного старого кожухотрубного. Рассчитали, смонтировали. Всё вроде работает, мощность выдают. Но через месяц пришёл счёт за электроэнергию — потребление насосов выросло в разы. Оказалось, мы, стремясь сделать аппараты максимально компактными и с высокой удельной мощностью, выбрали пластины с очень узкими каналами. Гидравлическое сопротивление оказалось огромным. Насосы, которые раньше спокойно гоняли воду через широкие трубы, стали работать на пределе. КПД по теплу был высоким, но общая энергоэффективность системы (уже с учётом затрат на перекачку) упала. Пришлось менять насосные группы на более мощные, что свело на нет всю экономию от модернизации.
Этот урок дорого стоил, но теперь при подборе мы всегда считаем не только тепловой баланс, но и гидравлический. Сравниваем потери давления в аппарате с возможностями существующей насосной. Иногда лучше поставить аппарат чуть большего размера, с более широкими каналами и чуть меньшим паспортным КПД, но зато система в целом будет экономичнее. Баланс — вот что ключевое.
Ещё один частый провал — экономия на обвязке. Поставили хороший, дорогой теплообменник, а на подводящих трубопроводах — старые задвижки, нет обратных клапанов, грязевики неревизионные. В итоге, при гидроударе (а они случаются) погнуло несколько пластин. Ремонт обошёлся почти в половину стоимости нового аппарата. Теперь настаиваем, чтобы в проект закладывали и качественную запорную арматуру, и расширительные баки, и системы защиты. Это не паразитные расходы, это страховка для ваших киловатт.
Что в сухом остатке? Мысли вслух
Так что же с трендами и КПД? Тренд — это отход от гигантомании к гибким, адаптивным системам. Это интеграция управления и понимание, что теплообменник — не остров, а часть гидравлического контура. Это внимание к материалам и условиям эксплуатации, а не слепая вера в цифры из каталога.
КПД — величина переменная. Его нельзя ?купить? раз и навсегда, выбрав аппарат подороже. Его нужно поддерживать: правильно обслуживать, чистить, следить за соответствием режимов. Самый эффективный теплообменник — это тот, за которым следят.
И последнее. Рынок насыщен предложениями, от европейских грандов до азиатских производителей, вроде упомянутого ООО Руйцзе. Выбор огромен. Но ключ к успеху — не в бренде, а в компетенции инженера, который этот выбор делает. Он должен понимать не только формулы, но и ?жизнь? оборудования в реальных, далёких от идеала условиях. Только тогда эти самые киловатты будут не просто цифрой в договоре, а источником реальной экономии и надёжности.