




Секции кожухотрубных теплообменников: тренды и обслуживание?
2026-02-10
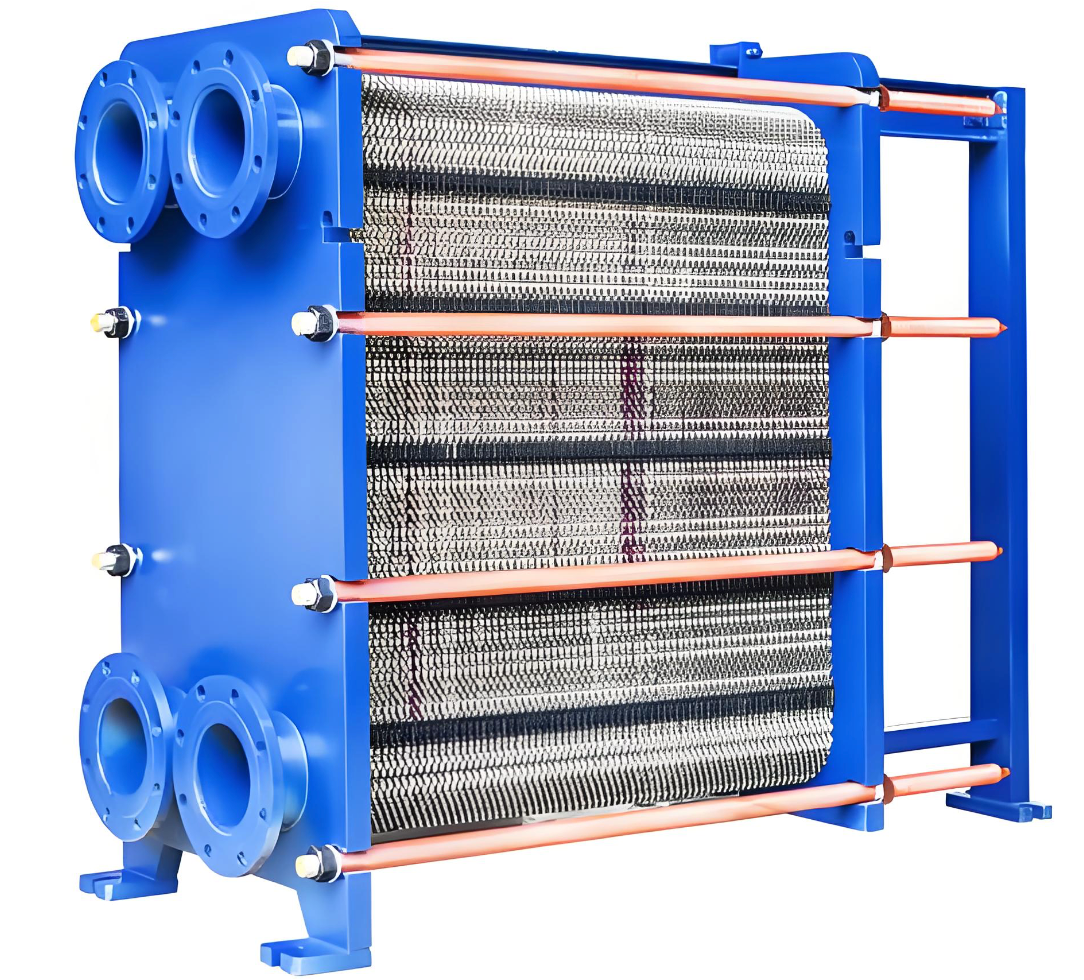
Если говорить о секциях, многие сразу представляют себе просто набор труб в кожухе — и в этом кроется главная ошибка. На деле, это живой узел, где каждый миллиметр зазора, каждая прокладка и даже порядок затяжки гаек влияют на то, потечёт ли всё через полгода или проработает десятилетие. Сейчас тренды упираются не столько в радикально новые конструкции, сколько в материалы и, что важнее, в подход к обслуживанию. Вот об этом и хочу порассуждать, исходя из того, что приходилось видеть и собирать своими руками.
Тренды: что на самом деле меняется на рынке
Сейчас многие производители активно продвигают кожухотрубные теплообменники с секциями из нержавеющих сталей марок AISI 316L или даже дуплексных. Это, конечно, не новость, но интересно другое — всё чаще идут запросы на комбинированные варианты. Например, кожух — углеродистая сталь с усиленным покрытием, а трубный пучок — медно-никелевый сплав. Это не дань моде, а ответ на практику: среда часто неоднородна по составу, да и экономия тут весьма условная, если считать срок службы.
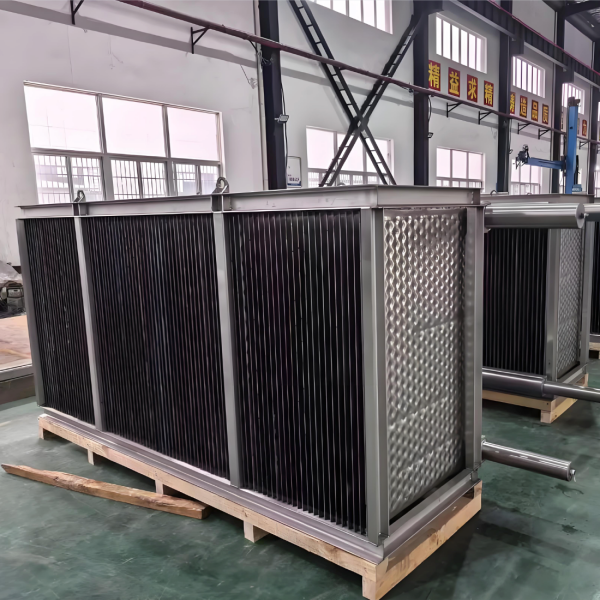
Ещё один момент — это секции кожухотрубных теплообменников с предустановленными датчиками вибрации и температуры в реальном времени. Раньше такое было прерогативой только крупных установок, теперь же даже для относительно небольших аппаратов, поставляемых, к примеру, через ООО Руйцзе Энергетическое оборудование Фошань, предлагают опционально такие решения. На их сайте https://www.ruijiedongli.ru видно, что компания фокусируется на оребренных теплообменниках, но в практике их работы часто всплывают и комплексные проекты, где нужны именно кожухотрубные секции — и там как раз важна диагностика.
А вот что точно не тренд, но постоянно встречается — это желание сэкономить на межтрубном пространстве, уменьшая шаг труб. Да, компактность растёт, но потом при обслуживании невозможно нормально прочистить или провести дефектоскопию. Видел аппарат, где после трёх лет работы пришлось буквально вырезать пучок — всё заросло отложениями, потому что технологи настаивали на минимальных зазорах ?для эффективности?. В итоге эффективность упала до нуля.
Обслуживание: где кроются реальные проблемы
Самое уязвимое место — это разумеется, трубные решётки и места развальцовки труб. Коррозия под прокладками плавающей решётки — классика. Часто её замечают только когда появляется течь, а к тому моменту может быть повреждён и сам кожух. Стараюсь всегда настаивать на периодической разборке, даже если по графику ещё не время — визуальный осмотр раз в год-полтора спасает от крупных аварий.
Ещё одна головная боль — это отложения. Не столько накипь, сколько органические отложения или полимеризация продуктов в химических процессах. Однажды столкнулся с ситуацией, когда стандартная химическая промывка не помогала — пришлось разрабатывать щадящий режим с чередованием реагентов, чтобы не повредить сами трубы. Это тот случай, когда универсальных решений нет, и каждый аппарат требует своего подхода.
И конечно, болтовые соединения. Казалось бы, мелочь. Но неравномерная затяжка при сборке после ремонта — это гарантия перекоса и ускоренного износа прокладок. Рекомендую всегда использовать динамометрический ключ и схему затяжки ?звездой?, даже если монтажники уверяют, что ?руки чувствуют?. Они не чувствуют, проверено.
Кейсы из практики: успехи и провалы
Был проект на пищевом производстве, где стояла задача увеличить теплообмен без замены аппарата. Решили заменить стандартные секции на секции с профилированными трубами (с внутренней насечкой). Это дало прирост по теплопередаче, но принесло новую проблему — давление в системе выросло, и пришлось дорабатывать насосную группу. Вывод: любая модернизация одной секции — это системная задача.
А вот неудачный пример. На ТЭЦ решили сэкономить и взяли секции теплообменника у непроверенного поставщика. Материал трубных решёток не соответствовал паспорту — была обычная сталь вместо легированной. Через 8 месяцев началась интенсивная коррозия, пришлось останавливать линию. Теперь на этом объекте работают только с известными компаниями, которые дают полную трассировку материалов, как, например, ООО Руйцзе Энергетическое оборудование Фошань, где открыто заявляют о специализации на теплообменном оборудовании и, судя по всему, строго контролируют цепочку поставок.
Положительный опыт связан с внедрением системы регулярного мониторинга вибрации. На одном из нефтехимических заводов установили датчики на секции аппарата воздушного охлаждения. Это позволило поймать начало эрозионного износа труб от попадания катализаторной пыли и запланировать ремонт до аварийной остановки. Технология не новая, но её применение именно для секций, а не для всего аппарата целиком, оказалось очень экономически эффективным.
Детали, на которые часто не обращают внимания
Прокладки. Резиновые, паронитовые, графитовые — выбор огромен. Но ключевой момент — это не столько материал, сколько состояние поверхности, на которую она ложится. Микронеровности на фланце решётки сводят на нет все свойства даже самой дорогой прокладки. Перед каждой сборкой нужно проверять геометрию и шероховатость — это занимает время, но предотвращает частые подтяжки.
Система дренажа в межтрубном пространстве. Если она спроектирована плохо, то в нижней части кожуха постоянно стоит вода или конденсат. Это очаг коррозии, особенно под теплоизоляцией. При осмотре всегда прошу вскрыть изоляцию в самой нижней точке — часто там неприятный сюрприз.
Маркировка труб. При замене нескольких труб в пучке бывает сложно идентифицировать материал, если маркировка стёрлась или её не было. Теперь настаиваю, чтобы на каждой трубе, выходящей из решётки, было несмываемое клеймо с маркой стали. Это мелочь, которая спасает от ошибок при будущих ремонтах.
Взгляд в будущее и итоговые соображения
Думаю, что будущее за более ?умными? секциями — с закладными датчиками толщины стенки и встроенными элементами для онлайн-мониторинга. Но это упирается в стоимость. Пока что главный тренд — это не усложнение, а, наоборот, повышение ремонтопригодности. Конструкции, которые можно разобрать и собрать с минимальным использованием сварки, ценятся всё больше.
Что касается обслуживания, то здесь ключевое слово — предикативность. Не ждать планового останова или явной течи, а пытаться предсказать отказ на основе данных. Даже простой анализ перепада давления на секции с течением времени может многое сказать.
В целом, работа с кожухотрубными теплообменниками — это всегда баланс между технологическими требованиями, экономикой и физическими возможностями материалов. Никаких революций здесь не предвидится, только постепенная эволюция в сторону большей надёжности и продуманности. Главное — не забывать основы: качественный монтаж, внимательный контроль и понимание того, что даже самая совершенная секция — это лишь часть системы, которая требует ухода.