




Сушилка для материалов: инновации и уход?
2026-02-10
Когда говорят про сушилку для материалов, многие сразу думают о температуре и времени. Но это лишь верхушка айсберга. На деле, ключевой момент, который часто упускают, — это взаимодействие между конструкцией агрегата, свойствами конкретного материала и, что важно, последующим уходом. Инновации тут не только в цифровых панелях или ?умных? режимах. Иногда они скрыты в, казалось бы, простых вещах: в геометрии камеры, в материале лотков, в способе организации воздушных потоков. Работая с оборудованием, например, от ООО Руйцзе Энергетическое оборудование Фошань, видишь, как внимание к таким деталям влияет на результат. Но даже самая продвинутая техника без грамотного обслуживания быстро теряет эффективность. Попробую разложить по полочкам, исходя из того, с чем приходилось сталкиваться лично.
Что на самом деле скрывается за ?инновациями??
В рекламе часто кричат о революционных технологиях сушки. На практике же, большинство реальных улучшений — это эволюция. Возьмем, к примеру, вопрос равномерности прогрева. Старые камерные сушилки страдали от ?мертвых зон?. Решение? Не просто увеличить мощность вентилятора, а пересмотреть всю систему воздуховодов. У некоторых современных моделей, включая те, что мы рассматривали для цеха на сайте https://www.ruijiedongli.ru, применяется многоскоростная рециркуляция с раздельными контурами. Это не для галочки. Для гигроскопичных полимеров или некоторых видов древесины такая точность контроля влажности воздуха на выходе — вопрос сохранения структуры материала, а не просто скорости процесса.
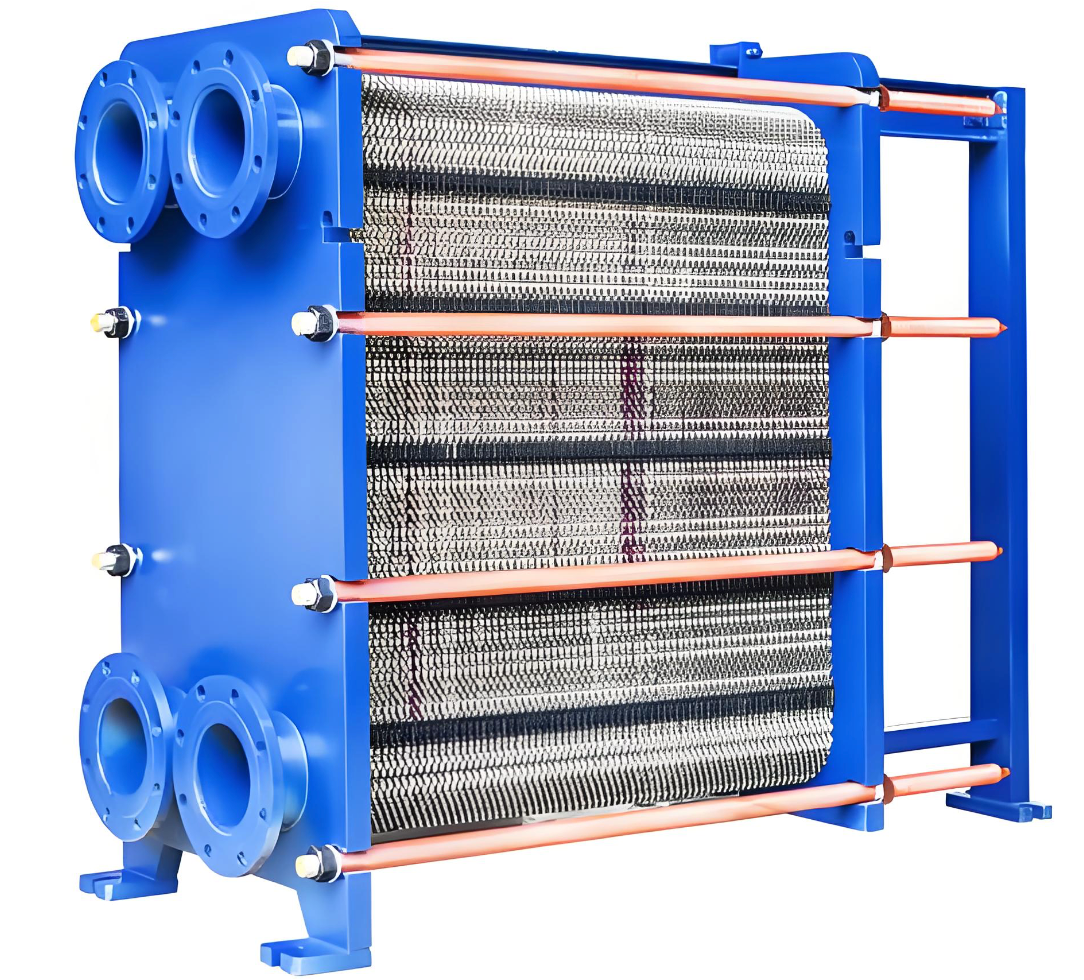
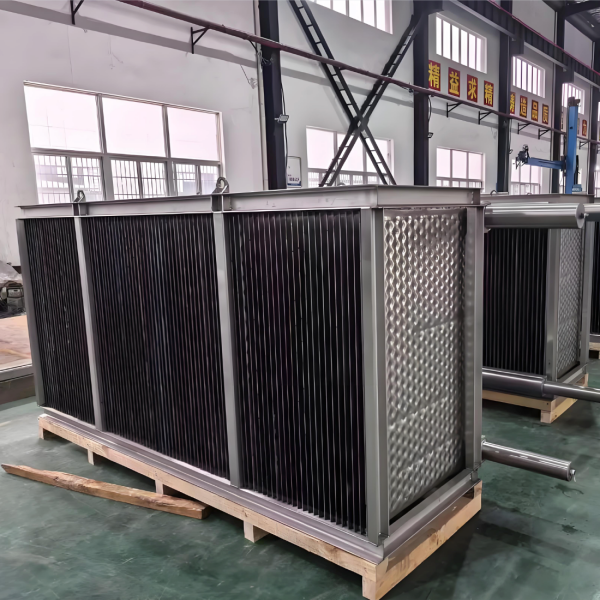
Еще один момент — энергоэффективность. Тут инновации часто идут рука об руку с теплообменниками. Компания ООО Руйцзе, как специалист в области оребренных теплообменников, понимает это на отлично. Суть в том, чтобы утилизировать тепло от отработанного влажного воздуха и использовать его для подогрева входящего потока. Казалось бы, стандартный рекуператор. Но эффективность сильно зависит от конструкции и чистоты этих самых пластинчатых или оребренных блоков. Видел случаи, когда экономия на этапе проектирования или монтажа такого узла потом годами съедала перерасходом по газу или электричеству.
И конечно, автоматика. Но не та, что просто выставляет температуру по таймеру. Речь о системах, которые по косвенным признакам (скажем, по изменению потребляемого тока двигателя вентилятора или по едва уловимым колебаниям давления в камере) могут корректировать программу. Это уже ближе к предиктивной логике. Правда, внедрять такое стоит только при полном понимании технологии сушки конкретного материала. Иначе получится ?умная? сушилка, которая гениально сушит материал не так, как нужно.
Уход: от ежедневных ритуалов до капитальных вмешательств
Вот здесь и начинается самое интересное, и где чаще всего косячат. Представьте, купили вы аппарат с прекрасными характеристиками. Поставили, запустили. Первые месяцы — красота. А потом начинаются странности: то перегрев в одном углу, то странный запах, то вдруг цикл стал длиннее. В 80% случаев причина — в пренебрежении уходом. И это не про протирание тряпочкой снаружи.
Первое и главное — фильтры. Воздух, который гоняется по камере, несет пыль, волокна, микрочастицы материала. Они оседают везде: на ТЭНах, на датчиках влажности, на лопастях вентилятора. Забитый фильтр — это не только падение производительности, но и риск локального перегрева. У нас был прецедент с сушкой полиамида: из-за вовремя не почищенного предфильтра на теплообменнике образовался плотный слой пыли, который привел к его перегреву и микротрещине. Ремонт встал в копеечку, а простой линии — еще дороже. Теперь у нас строгий график проверки, причем не визуальной, а с замером перепада давления до и после фильтрующей кассеты.
Второе — калибровка датчиков. Особенно датчиков температуры и влажности. Они имеют свойство ?уплывать?. Раз в полгода-год их нужно сверять с эталоном. Иначе вы сушите ?наугад?. Помню, как на одном производстве долго не могли понять, почему партия материала получается пересушенной и хрупкой. Оказалось, датчик температуры в самой горячей зоне завышал показания на 7 градусов. Система, получая сигнал о достижении заданной температуры, раньше времени переходила на следующую стадию, но по факту материал не успевал прогреться равномерно. Уход — это и есть такая рутинная метрология.
Третье — профилактика механической части. Подшипники вентиляторов, приводы заслонок рециркуляции, уплотнители дверей. Их износ ведет к потере вакуума (если речь о вакуумных сушилках), к нарушению герметичности и, как следствие, к нарушению заданного влажностного режима. Лучше раз в квартал провести ТО по чек-листу, чем потом экстренно менять вышедший из строя узел в авральном режиме.
Тонкости для разных материалов: универсала не существует
Здесь хочется сделать важное отступление. Часто производители оборудования позиционируют свои сушилки как ?универсальные?. Технически, да, можно загрузить разное сырье. Но алгоритм сушки для поликарбоната и, скажем, для АБС-пластика — будет принципиально разным. И это касается не только температурного профиля.
Возьмем древесину. При камерной сушке критически важно контролировать не только температуру, но и равномерность удаления влаги из толщины заготовки. Слишком быстрый нагрев — гарантия трещин и внутренних напряжений. Здесь инновации могут заключаться в системах тонкого распыления воды для поддержания влажности воздуха на первых этапах. Или в использовании СВЧ-досушки на финальной стадии для выравнивания влажности по сечению. Но и уход за такой системой специфичен: нужно следить за форсунками увлажнителя, чтобы не было известкового налета, и регулярно проверять СВЧ-излучатели на мощность.
С полимерами — другая история. Многие термопласты гигроскопичны. Вода для них — не просто поверхностная влага, а молекулы, проникшие в гранулу. Поэтому здесь часто используется предварительный нагрев + вакуумирование или продувка осушенным воздухом. Ключевой параметр — точка росы подаваемого воздуха. Если она недостаточно низкая, сушка будет неэффективной. Оборудование, способное стабильно обеспечивать точку росы, скажем, -40°C, — это уже высокий класс. Но и обслуживание осушителя воздуха (адсорбционного или мембранного) — отдельная статья расходов и внимания. Забыть вовремя заменить адсорбент — значит свести на нет всю тонкую настройку цикла.
Реальный кейс: когда теория столкнулась с практикой
Расскажу про один наш опыт, который многому научил. Заказали мы сушильный комплекс для нового вида композитных гранул. По спецификациям от поставщика сырья все выглядело гладко: такие-то температуры, такое-то время. Оборудование подобрали, казалось бы, идеально, с запасом по производительности. Среди рассматриваемых вариантов были и решения на базе теплообменников от ООО Руйцзе Энергетическое оборудование Фошань, что привлекло нас своей энергоэффективной схемой.
Запустили. И сразу проблема — гранулы в нижних лотках спекались, образуя монолитную корку, а в верхних — оставались сыроватыми. Стали разбираться. Оказалось, спецификация давала усредненные данные, а наш конкретный материал имел более широкий фракционный состав и разную насыпную плотность. Стандартный вертикальный поток воздуха работал плохо. Пришлось импровизировать: мы модифицировали систему лотков, добавив перфорацию с разным шагом для разных уровней, и перенастроили заслонки, чтобы организовать более горизонтальное, ?слоеное? движение горячего воздуха. Это была не предусмотренная производителем доработка, но она сработала.
Вывод? Даже самое современное оборудование может потребовать ?подгонки? под материал. И это нормально. Инновационность системы — это в том числе и ее гибкость, возможность таких тонких настроек без риска для гарантии. А уход начался с того, что мы завели отдельный журнал именно для этого аппарата, куда вносили все наблюдения по каждой партии: влажность на входе, потребленная энергия, состояние гранул на выходе. Это и стало нашей лучшей инструкцией.
Взгляд в будущее: куда движется отрасль?
Если говорить о трендах, то, на мой взгляд, акцент смещается в сторону интеграции. Сушилка для материалов перестает быть изолированным боксом. Она все чаще — звено в цифровой цепочке. Данные с ее датчиков в реальном времени поступают в MES-систему, где анализируются вместе с данными об предыдущих партиях сырья, о работе экструдера или пресса. Это позволяет не просто сушить, а оптимизировать весь процесс для минимизации брака и энергозатрат.
Второе направление — это ?зеленые? технологии. Тот же рекуперативныи? теплообменник — это уже стандарт для новых проектов. Но идут дальше, экспериментируя с использованием альтернативных источников для первичного подогрева, например, солнечных коллекторов или утилизации сбросного тепла от других технологических процессов. Это сложно и дорого в внедрении, но с учетом роста тарифов — становится экономически обоснованным. Компании, которые, как Руйцзе, глубоко в теме теплообмена, здесь находятся на передовой.
И наконец, прогностика. Я верю, что скоро появятся системы, которые на основе анализа данных за годы работы смогут не только сигнализировать о необходимости замены фильтра, но и предсказывать, например, скорый износ нагревательного элемента в конкретной зоне камеры, исходя из статистики циклов и качества питающей сети. Это переведет уход из реактивного в проактивный режим. Но фундаментом для этого, опять же, останется человеческий опыт и понимание физики процесса. Без этого все данные — просто цифры.
В итоге, что хочется сказать? Инновации в сушке — это не про навороченный интерфейс. Это про глубокое понимание процесса, внимание к деталям конструкции и материалов, и — что крайне важно — про выстроенную, осмысленную культуру обслуживания. Можно купить самый дорогой аппарат, но без грамотного ухода его потенциал останется нераскрытым. И наоборот, даже на умеренном по возможностям оборудовании можно добиться отличных результатов, если вникнуть в его ?анатомию? и потребности материала. Это и есть главный секрет.