




Теплообменники кожухотрубные пароводяные: инновации и тренды?
2026-02-06
Когда слышишь про инновации в кожухотрубных пароводяных теплообменниках, сразу лезут в голову картинки с чем-то футуристическим, навороченными цифровыми интерфейсами. Но часто за этим шумом теряется суть: основа-то остаётся железной, и главные битвы идут не в дизайне, а в металле, в сборке, в том, как эта махина поведёт себя на пятнадцатом году работы под постоянными гидроударами. Многие, особенно те, кто только входит в тему, гонятся за КПД из каталога, забывая, что в реальной котельной этот КПД съедает накипь, неидеальный теплоноситель и экономия на материалах перегородок. Вот с этого, пожалуй, и начну.
Где реально ищут резервы? Не там, где кричат
Основной тренд последних лет — не революция, а эволюция материалов. Всё чаще вместо традиционных латуней или углеродистых сталей для трубок идёт запрос на дуплексные стали, типа 2205. Это не просто нержавейка покрепче. Речь о сопротивлении коррозии под напряжением, особенно в контурах, где есть риск попадания кислорода или хлоридов. Видел случаи, когда после перехода на более дешёвый аналог нержавейки в одном из контуров подогрева сетевой воды, через два года пошли точечные свищи именно в зоне максимальных термических напряжений. Инновация здесь — не в самом материале, а в умении его правильно применить: тех же дуплексных сталей нужны особые режимы сварки, иначе ты теряешь все их свойства в зоне шва.
Ещё один пласт — это геометрия. Не увеличение площади, а её оптимизация. Шаг трубок, их диаметр, схема размещения в пучке — всё это давно считается формулами. Но формулы не учитывают реальную загрязнённость пара или колебания расхода. Сейчас хорошие производители, те же, что поставляют оборудование через ООО Руйцзе Энергетическое оборудование Фошань, не просто предлагают стандартный каталог. Они сначала запрашивают детальный анализ рабочей среды — не пар, а его химический состав, параметры насыщения, график остановок на промывку. И уже под это считают пучок. Это и есть инновация в подходе: теплообменник как индивидуальное решение, а не товар с полки.
Кстати, о промывках. Отдельный больной вопрос — чистка. Классические кожухотрубники всегда проигрывали пластинчатым в обслуживании. Сейчас активно внедряются встроенные системы CIP (Clean-in-Place), особенно для водяных контуров. Но с паром сложнее. Видел попытку использовать систему импульсной промывки сжатым воздухом и водой для удаления отложений снаружи трубок. Идея здравая, но на практике выяснилось, что она эффективно бьёт только по первому-второму ряду пучка, а в глубине осадок остаётся. Пришлось дорабатывать, менять конструкцию коллекторов для подачи моющего раствора. Такие неудачи — тоже часть процесса.
Цифра: помощник или головная боль?
Все говорят про IoT и цифровых двойников. Внедряли систему мониторинга для батареи теплообменников на ТЭЦ. Датчики температуры на каждом кожухе и на выходе каждого трубного пучка, расходомеры, датчики давления. Цель — в реальном времени видеть падение эффективности и прогнозировать необходимость чистки или ремонта. Теория прекрасна. Практика упирается в железо: датчики в агрессивной среде живут недолго, их показания начинают плыть, а алгоритмы выдают ложные тревоги. Самый ценный вывод с той реализации — цифровизация бессмысленна без калибровки и регулярного обслуживания самой системы мониторинга. Она не заменяет опыт оператора, который по звуку, по вибрации может определить начало кавитации.
Однако, там где это работает — это мощно. Например, предиктивная аналитика по вибрациям. Не просто контроль уровня, а анализ спектра. Она может заранее указать на разболтавшуюся перегородку или начало эрозии трубок у входа. Но это дорогое решение, и его рентабельность есть только на крупных, критически важных объектах. Для стандартной котельной средней руки — пока избыточно.
Поэтому тренд на умные теплообменники я бы разделил. Для массового сегмента — это базовый набор датчиков (давление, температура на входе/выходе) с выводом на простой контроллер. Инновация здесь в их надёжности и цене. Для премиум-сегмента — это комплексные системы с глубокой аналитикой. И важно не путать одно с другим, предлагая заказчику то, что ему реально нужно, а не модную игрушку.
Энергоэффективность: за что платят, а за что переплачивают
Главный драйвер рынка — всё-таки энергосбережение. Но тут кроется ловушка. Часто заказчик требует КПД под 99%, не понимая, что для этого нужны огромные поверхности теплообмена, а значит, габариты и цена аппарата взлетают в разы. А выигрыш в экономии топлива может окупать эту разницу 20 лет. Нужно считать жизненный цикл, а не начальную стоимость.
Реальная энергоэффективность часто лежит в сопряжении агрегатов. Как твой кожухотрубник работает с экономайзером или деаэратором? Оптимизирована ли вся тепловая схема? Мы как-то модернизировали систему на промышленном предприятии, просто пересмотрев порядок подключения подогревателей и установив более точную автоматику на регулирующие клапаны. Сам теплообменник остался старым, но его эффективность в системе выросла на 7% просто потому, что он стал работать в более оптимальном режиме по температуре и расходу.
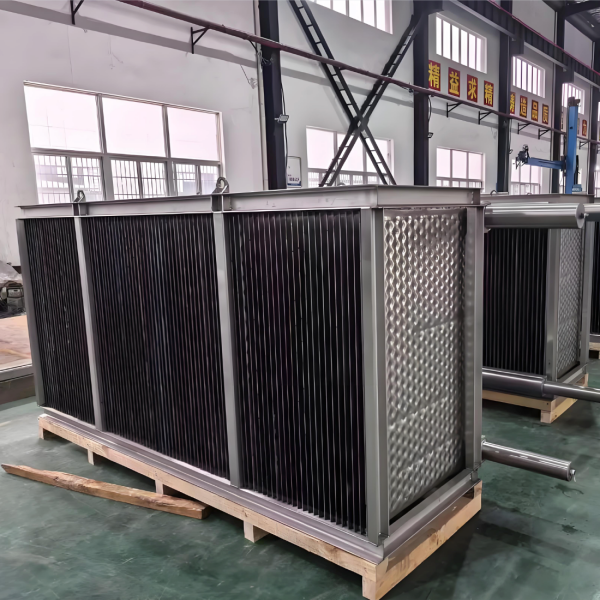
Отсюда и тренд: поставщики, которые мыслят системно, а не штучно, в выигрыше. Посмотрите на портфель компании ООО Руйцзе Энергетическое оборудование Фошань — они позиционируют себя в области оребренных теплообменников, а это уже говорит о специализации на решениях для сложных сред и высоких параметров. Такой производитель, скорее всего, будет смотреть на узел в целом, предлагая не просто аппарат, а инженерную проработку его интеграции. Это и есть современный уровень требований.
Ремонтопригодность и долгая жизнь
Это, пожалуй, то, о чём меньше всего пишут в глянцевых буклетах, но что больше всего волнует эксплуатационщиков. Любой инженер на объекте скажет: аппарат должен быть удобным. Доступ к трубным решёткам для заглушения трубок, возможность демонтировать пучок целиком (или хотя бы его часть) без резки корпуса, унификация размеров прокладок и крепежа.
Современный тренд — модульность. Не гигантский кожух на 5000 трубок, а несколько меньших модулей, собранных параллельно-последовательно. Плюс: если один модуль потек, его можно отключить и ремонтировать, не останавливая всю систему. Минус: больше соединений, больше точек потенциальных протечек. Видел успешные и неуспешные реализации. Успешная — когда каждый модуль это самостоятельный, законченный аппарат с собственным креплением, и все обвязочные узлы (арматура, компенсаторы) продуманы. Неуспешная — когда сэкономили на обвязке, и тепловые расширения этих модулей начали рвать трубопроводы.
Здесь инновации — в проектировании и производстве. Использование CAD/CAE систем для расчёта напряжений, 3D-моделирование для проверки обслуживаемости. Хороший признак, когда производитель может предоставить не только чертежи, но и 3D-модель узла для проверки на монтажной площадке.
Что в итоге? Тренды как вектор мысли
Итак, если резюмировать. Инновации в кожухотрубных пароводяных теплообменниках сегодня — это не прорывные открытия, а глубокая оптимизация по всем фронтам: материалы, адаптивная геометрия, системная интеграция, ремонтопригодность. Цифровизация — это инструмент, а не цель. Самый важный тренд — смещение фокуса с продажи единицы оборудования на продажу надёжного, предсказуемого результата на протяжении всего жизненного цикла.
Это значит, что и специалисту, и заказчику нужно смотреть не на отдельные фишки, а на компетенцию поставщика. Может ли он рассчитать аппарат под твои уникальные условия? Есть ли у него опыт решения нестандартных проблем, доступ к современным материалам и производственным мощностям? Готов ли он нести ответственность за расчёты и давать расширенную гарантию, которая покрывает не только брак, но и несоответствие заявленным параметрам в реальных условиях?
Всё возвращается к старой доброй инженерной культуре. Технологии меняются, но принцип семь раз отмерь — остаётся. И хорошо, когда находишь партнёра, который понимает это на том же уровне. Просматривая сайты, вроде https://www.ruijiedongli.ru, обращаешь внимание не на список клиентов, а на то, как описаны технологии, на какие нюансы делается акцент. Это многое говорит о подходе. В конце концов, кожухотрубный теплообменник — это аппарат, который должен молча и исправно работать годами, а не быть поводом для рекламных слоганов. Вот о чём, по-хорошему, и должен быть разговор.