




Установка пластинчатого теплообменника: нюансы?
2026-02-08
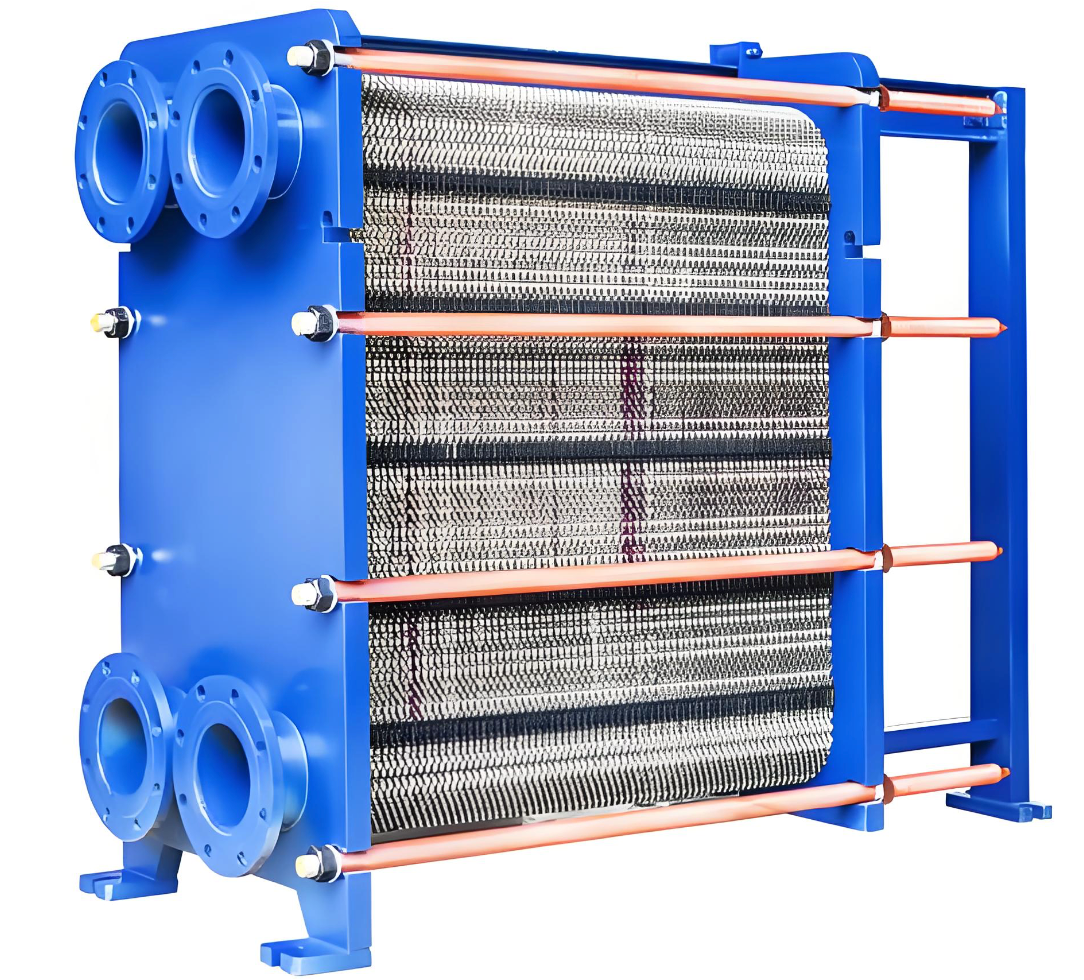
Казалось бы, что сложного — прикрутил пластины, подсоединил патрубки, запустил. Но именно на этапе монтажа чаще всего и закладываются будущие проблемы: течи, падение эффективности, преждевременный выход из строя. Здесь теория из учебников часто расходится с практикой на объекте, где приходится учитывать сотню мелочей, о которых в паспорте оборудования не напишут.
Ошибки на старте: что упускают из виду
Начну с самого частого просчёта — пренебрежение подготовкой места и обвязки. Многие думают, что главное — это сам пластинчатый теплообменник, а подводящие линии можно смонтировать как придётся. В результате — зауженные диаметры, лишние изгибы, неправильно установленные опоры. Помню случай на одной котельной: теплообменник Alfa Laval смонтировали красиво, но на вводе поставили задвижку на размер меньше. Создалось дополнительное сопротивление, насос начал работать на повышенных оборотах, вибрация… В итоге через полгода пошли проблемы с сальниками.
Ещё один момент — ориентация аппарата. Да, многие модели можно монтировать и вертикально, и горизонтально. Но если в схеме есть риск скопления воздуха или шлама, положение имеет ключевое значение. Для систем с жёсткой водой, где вероятно выпадение осадка, я бы всегда рекомендовал вертикальный монтаж с подачей среды снизу-вверх — так проще будет промывать. Хотя и тут есть нюанс: нужно смотреть на рекомендации конкретного производителя. У некоторых, как у того же SWEP, есть чёткие указания по ориентации для разных типов сред.
И конечно, фундамент или рама. Аппарат с пластинами — не монолит, это набор тонких элементов, стянутых шпильками. Любая перекосная нагрузка от невыровненной рамы ведёт к неравномерному прилеганию пластин и, как следствие, к перетечкам между контурами. Проверяйте уровнем по всем плоскостям, не полагайтесь на глазомер.
Сборка и стяжка: где кроется опасность
Самый ответственный этап. Если аппарат разбирался для чистки или это новая установка, то последовательность и усилие стяжки — это святое. Частая ошибка — затягивать шпильки по кругу, как колесо на автомобиле. Так делать нельзя. Стяжка должна идти от центра к краям, крест-накрест, малыми шагами по моменту. У каждого производителя свой момент затяжки (для Danfoss, к примеру, он чётко прописан в мануале), и его превышение так же опасно, как и недотяг. Перетянешь — деформируешь пластины, недотянешь — получишь течь наружу или, что хуже, смешение контуров.
Использование динамометрического ключа — обязательно. ?На чувство? или ?до упора? здесь не работают. Видел, как на одном хлебозаводе мастер затягивал гайки мощным гайковёртом — результат предсказуем: треснула прижимная плита. Ремонт обошёлся дороже, чем сам аппарат.
Не забываем про прокладки. Перед сборкой нужно осмотреть каждую на предмет порезов, расслоений. И главное — они должны быть абсолютно чистыми и сухими. Попадание песчинки или капли масла на уплотнительную поверхность — гарантия точки потенциальной протечки. Смазку для монтажа используем только ту, что рекомендована заводом. Самодеятельность, вроде солидола или силиконового спрея, может разрушить материал прокладки.
Обвязка и присоединение: тонкости трубопроводов
Здесь важно помнить, что теплообменник — элемент системы, а не её центр. Подводящие трубопроводы должны иметь компенсаторы температурных удлинений, особенно если речь о паре или высокотемпературном контуре. Жёсткая подвеска труб прямо на фланцы аппарата — грубейшая ошибка. Вибрации и напряжения от труб передадутся на пластины, со временем это приведёт к разрушению паек или уплотнений.
Обязательны ли опорные конструкции под трубопроводы? Безусловно. И они должны стоять до фланцев теплообменника, а не после. Фланцы аппарата не должны нести вес трубы. Ещё один практический совет: перед окончательной обваркой фланцевых соединений сделайте ?примерку? — приставьте аппарат, наживите болты, убедитесь, что нет перекоса и трубопровод ложится свободно, без натяга.
И про арматуру. С двух сторон каждого контура — запорная арматура. Это банально, но часто экономят, ставят только на входе. А как тогда изолировать аппарат для ревизии или промывки? Также рекомендую на обратных линиях, особенно в системах отопления, ставить термометры и манометры. Без них вы работаете вслепую, не понимая реальных температурных напоров и перепадов давления.
Пуск и наладка: не торопитесь включать ?на полную?
После монтажа всегда хочется быстрее запустить систему. Но спешка здесь — враг. Первый пуск должен быть плавным, с постепенным открытием задвижек. Резкий гидроудар может запросто смять тонкие пластины. Сначала заполняем один контур, стравив воздух через штажные штуцера (если они есть) или через верхние заглушки. Подаём давление постепенно, контролируя манометры и осматривая стыки на предмет течи.
Особое внимание — системам с паром. Пар нужно подводить медленно, прогревая аппарат. Конденсатоотводчик должен быть правильно подобран и установлен. Частая ошибка — отсутствие или неправильная работа конденсатоотводчика приводит к тому, что аппарат работает ?на воде?, эффективность падает в разы, плюс риск гидравлического удара.
После выхода на рабочий режим не поленитесь пройтись тепловизором или контактным термометром по поверхности плит. Температурное поле должно быть относительно равномерным. Сильные перепады на поверхности — признак каналирования потока (когда среда идёт не по всем каналам, а выбирает путь наименьшего сопротивления) или воздушных пробок. Это сигнал к тому, что с гидравликой или с самой сборкой что-то не так.
Из личного опыта и наблюдений
Работая с разным оборудованием, от крупных APV до более бюджетных вариантов, пришёл к выводу, что надёжность работы на 60% зависит от качества монтажа и обвязки. Сам аппарат может быть отличным, но если его врезали кое-как, проблем не избежать. Иногда полезнее потратить лишний день на выверку и подготовку, чем потом неделями устранять последствия.
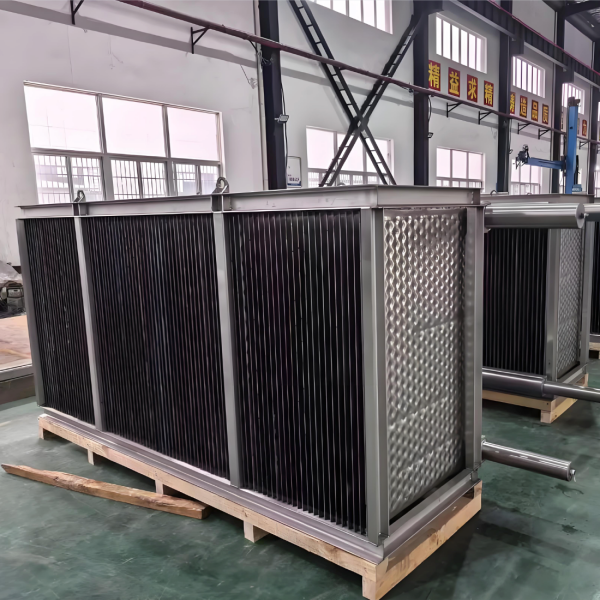
Сейчас на рынке много предложений, в том числе от китайских производителей, которые активно развивают технологии. К примеру, компания ООО Руйцзе Энергетическое оборудование Фошань (сайт можно посмотреть на https://www.ruijiedongli.ru) позиционирует себя как специалиста в области оребренных теплообменников. Их оборудование тоже требует такого же тщательного подхода к установке. Общее правило: какой бы бренд вы ни выбрали, принципы грамотного монтажа остаются универсальными.
Вспоминается один аварийный случай на молокозаводе. После плановой промывки сборщик перепутал местами прокладки для разных контуров (они были разной толщины). В итоге при стяжке создался неравномерный зазор. Система запустилась, но через пару дней появилась течь продукта в контур охлаждающей воды. Убытки — и на ремонт, и на списанную продукцию. Мораль: маркируйте всё при разборке, даже если кажется, что и так всё понятно.
Вместо заключения: о чём стоит подумать заранее
Итак, монтаж — это не просто механическая работа. Это комплексное решение, где нужно учесть и гидравлику, и тепломеханику, и свойства материалов. Всегда запрашивайте и изучайте паспорт и руководство по монтажу именно для вашей модели. Не стесняйтесь звонить техническим специалистам поставщика, если что-то непонятно.
Заложите в проект возможность демонтажа для обслуживания — оставьте вокруг аппарата технологический зазор. Продумайте, как вы будете его чистить — хватит ли места для выдвижения пакета пластин? Эти мелочи кажутся неважными на этапе монтажа, но критичны при дальнейшей эксплуатации.
В конечном счёте, правильная установка пластинчатого теплообменника — это инвестиция в его долгую и эффективную работу. Сэкономив время или ресурсы на этом этапе, вы гарантированно потратите их в разы больше в будущем, на ремонты и простои. Доверяйте проверенным практикам, а не упрощённым схемам, и аппарат будет служить верой и правдой.