




Цена кожухотрубного теплообменника с учетом экологии?
2026-02-06
Когда заказчик спрашивает про цену кожухотрубника, он часто ждет простой цифры. Но если вбросить слово ?экология?, разговор сразу усложняется. Многие думают, что это просто про выбор подороже нержавейки или нанесение какого-то ?зеленого? покрытия. На деле же учет экологических факторов — это целая цепочка решений, от сырья до утилизации, и каждое звено бьет по смете, иногда неожиданно. Попробую разложить по полочкам, как это выглядит на практике, с примерами и ошибками, через которые пришлось пройти.
Из чего на самом деле складывается ?экологичная? цена?
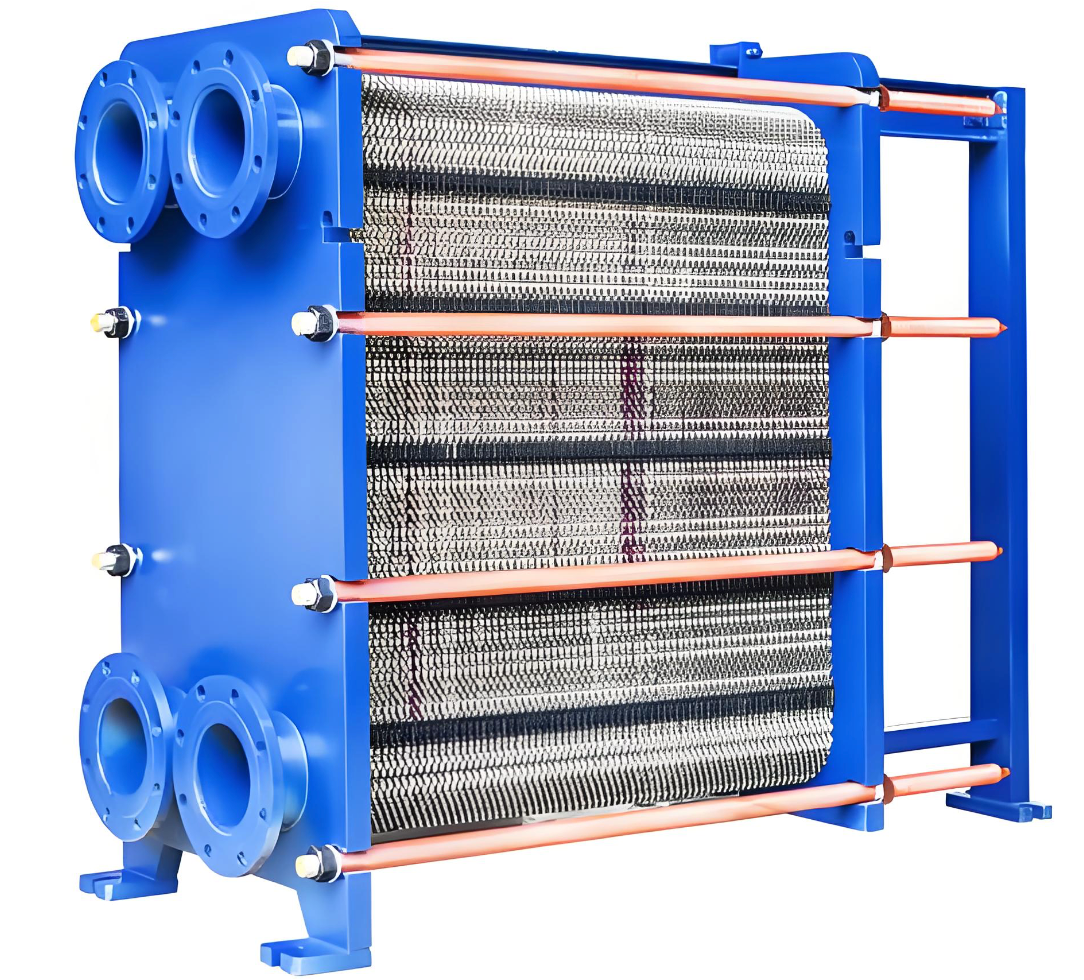
Начнем с базиса — материалы. Да, переход с углеродистой стали на AISI 316L или дуплексные стали — это первое, что приходит в голову для агрессивных сред или чтобы продлить срок службы и снизить риск утечек. Но вот нюанс: если среда неагрессивная, но стоит задача минимизировать экослед за весь жизненный цикл, иногда выгоднее может быть качественная низколегированная сталь с грамотной защитой. Ее производство менее энергоемко, а при должном обслуживании аппарат отслужит свой срок. Ключ — в точном анализе рабочей среды. Помню проект для химического завода, где по умолчанию заложили титан для всех теплообменников. После детального анализа фаз работы и промывок выяснилось, что для 70% аппаратов достаточно было 904L нержавейки с особым режимом промывки. Экономия для заказчика — колоссальная, а экологический профиль в целом по цеху не пострадал, потому что снизилась общая энергоемкость производства металла для этого заказа.
Второй пласт — это технологии изготовления. Здесь экология упирается в энергопотребление цеха. Сварка под флюсом или аргонодуговая? Первая может быть быстрее, но требует последующей зачистки, образования отходов. Вторая — чище, но требует больше квалификации и времени. Современные производства, вроде того, что я видел у ООО Руйцзе Энергетическое оборудование Фошань (их сайт — https://www.ruijiedongli.ru), делают ставку на автоматизированную сварку TIG, что минимизирует брак и переделки, а значит, и бесполезный расход энергии и материалов. Это не реклама, а наблюдение: их профиль — оребренные теплообменники, но подход к производству виден и в смежных типах аппаратов. Такая автоматизация изначально закладывается в стоимость оборудования, но зато дает предсказуемое качество шва и меньше отходов.
И третий, часто упускаемый из виду фактор — проектирование под ремонтопригодность и возможность модернизации. Можно сделать аппарат неразборным, дешевле на 15-20%. Но что будет через 5 лет при загрязнении или изменении техпроцесса? Его либо будут ?глушить? химией при чистке, либо отправят в утиль. Экологичный подход — это разборный или полуразборный дизайн, фланцевые соединения вместо сварных заглушек, запас по площади. Это сразу увеличивает металлоемкость и стоимость. Но в долгосрочной перспективе это окупается многократным продлением срока службы. Цена здесь — это инвестиция в будущее, а не просто статья расходов.
Скрытые экологические (и финансовые) ловушки
Часто заказчик фокусируется на самом аппарате, забывая про обвязку. А ведь экологичность системы — это и насосы, и арматура, и система управления. Например, установка частотного привода на насос, прокачивающий среду через теплообменник. Да, это +30% к стоимости узла. Но это дает точное регулирование расхода, избегание гидроударов, которые сокращают жизнь трубкам, и экономию электроэнергии до 40%. Срок окупаемости — 1,5-2 года. Без этого ?экологичный? теплообменник может работать в неоптимальном режиме и его КПД будет ниже паспортного. Это та самая системная ошибка, которую мы однажды допустили, слишком увлекшись выбором материала трубок и сэкономив на автоматике.
Еще одна ловушка — сертификация и документация. Заявление об ?экологичности? нужно подтверждать. Это значит — паспорта материала с указанием выбросов CO2 при производстве, сертификаты на сварочные материалы (отсутствие вредных примесей), расчеты на снижение гидравлического сопротивления для экономии энергии. Подготовка такого пакета — это труд инженеров и время. И это тоже включается в стоимость. Некоторые европейские заказчики требуют даже LCA-анализ (оценку жизненного цикла). Для стандартного кожухотрубника это может добавить несколько тысяч евро к стоимости проекта просто на бумажную работу.
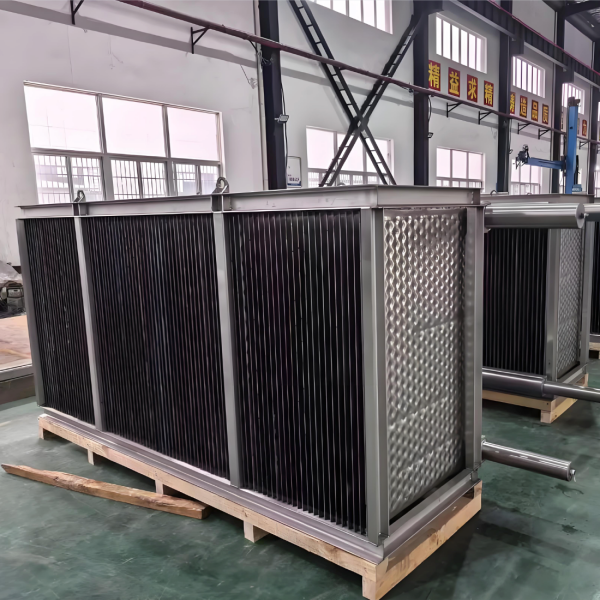
И, конечно, логистика. Казалось бы, какое отношение имеет доставка к экологии? Самое прямое. Изготовление в Китае (у того же ООО Руйцзе, к примеру) может дать выгодную заводскую цену. Но если везти аппарат морем и затем тяжелым грузовиком через полстраны, углеродный след от транспортировки съест всю ?зеленую? выгоду от современного производства. Иногда экологичнее и, как ни парадоксально, дешевле в полной стоимости владения оказывается локализованное производство, пусть и с более высокой ценой в спецификации. Приходится считать каждый случай отдельно, общего рецепта нет.
Кейс: когда экономия на экологии вышла боком
Приведу пример из реальности. Был заказ на кожухотрубный теплообменник для подогрева технологической воды на пищевом производстве. Заказчик решил сэкономить и взял аппарат из углеродистой стали с внутренним антикоррозионным покрытием. Цена была привлекательной, процентов на 40 ниже, чем у нержавейки 304. Производитель обещал 10 лет службы. Но не учли нюанс — периодические промывки щелочными растворами для обезжиривания. Через 2 года покрытие в зоне турбулизаторов начало отслаиваться. Началась коррозия, появились течи продуктов в воду. Аппарат встал на внеплановый ремонт. Помимо прямых убытков от простоя, возникла проблема утилизации старого покрытия и самого аппарата — как опасные отходы. В итоге общие затраты (покупка + ремонт + утилизация + экологические штрафы) превысили стоимость изначального варианта из пищевой нержавейки в 2 раза. И это не считая репутационных потерь.
Что это значит для цены? А то, что экологичная опция — это часто про надежность и предсказуемость. Дороже на входе — спокойнее и часто дешевле на дистанции. Но продать эту идею заказчику, который смотрит только на строчку в тендерной таблице, — отдельное искусство.
После этого случая мы всегда теперь настаиваем на совместном семинаре с технологами заказчика. Обязательно проговариваем все режимы, включая аварийные, режимы чистки и остановки. Часто именно в этих, ?нештатных? режимах, и кроются главные риски для оборудования и окружающей среды. И цена начинает ?плясать? уже от этого полного техзадания, а не от абстрактного ?теплообменника на 100 кв.м?.
Будущее: что уже меняет ценовую картину
Сейчас все больше заходит речь о циркулярной экономике. Для кожухотрубных теплообменников это значит рост спроса на ремонт, модернизацию и ремануфактуринг старых аппаратов. Цена на такую услугу может быть сопоставима с новым аппаратом среднего класса, но экологический выигрыш — огромен. Это пока ниша, но она растет. Производители, которые смогут предложить не просто продажу, а сервис жизненного цикла, будут в выигрыше.
Другой тренд — цифровые двойники и датчики. Встраивание датчиков вибрации, температуры в ключевых точках, датчиков утечки — это тоже добавленная стоимость. Но это позволяет перейти от планово-предупредительных ремонтов к фактическому состоянию. Можно предотвратить аварию, минимизировать выброс. Для опасных производств это уже не роскошь, а необходимость. И заказчики готовы платить за эту ?экологичную уверенность?.
И, наконец, материалы. Появляются новые сплавы, биоцидные покрытия на основе ионов серебра или меди (для борьбы с биозагрязнением без химии), более эффективные ингибиторы коррозии. Они дороги, но их применение позволяет использовать менее дорогие базовые металлы или радикально увеличивать межремонтный пробег. Цена смещается из области металлопроката в область высоких технологий и НИОКР.
Итоговые соображения: как считать разумно
Так как же все-таки оценивать цену кожухотрубного теплообменника с учетом экологии? Мой подход — считать не стоимость аппарата, а стоимость владения за 15-20 лет. В эту модель нужно заложить: первоначальную покупку, монтаж, стоимость энергии на гидравлическое сопротивление, стоимость теплоносителя (и его потерь), обслуживание (химия, механическая чистка), риски простоев и ремонтов, и в конце — стоимость утилизации или рециклинга. Когда перед заказчиком лежат две цифры — цена в каталоге и расчет полной стоимости владения — выбор часто меняется.
Работа с поставщиком тоже меняется. Нужно задавать неудобные вопросы: каков углеродный след при производстве? Есть ли программа утилизации вашего оборудования? Даете ли вы рекомендации по экологичной эксплуатации? Ответы (или их отсутствие) многое скажут о реальной ?зелености? предложения. Компании, которые всерьез занимаются энергоэффективным оборудованием, как та же ООО Руйцзе Энергетическое оборудование Фошань, обычно готовы такие диалоги поддерживать, потому что для них это часть философии, а не просто маркетинг.
В конечном счете, ?цена с учетом экологии? — это не премия за ярлык. Это более сложный, комплексный расчет, который требует от инженера и заказчика глубокого погружения в процесс. Это история про ответственность и дальновидность. И да, такой теплообменник почти всегда будет дороже в момент покупки. Но именно это часто и является самым верным признаком того, что его цена посчитана правильно — с учетом всего, в том числе и будущего, в котором этому аппарату предстоит работать без вреда для окружающей среды. А это, в сегодняшних реалиях, уже не просто опция, а необходимость.