




Как выбрать погружной теплообменник?
2026-02-06
Если честно, каждый раз, когда слышу этот вопрос, вспоминаю десятки разговоров с заказчиками, которые ищут просто эффективный аппарат. А потом оказывается, что под эффективностью каждый понимает своё: кто-то хочет минимум места занять, кто-то — чтобы десять лет без промывки работал, а кто-то считает, что главное — цена в спецификации. И вот тут начинается самое интересное. Погружной теплообменник — он же змеевиковый, он же бак с трубкой — кажется простой штукой. Но как только начинаешь вникать в условия конкретного процесса, всплывают нюансы, о которых в учебниках не всегда пишут. Попробую пройтись по тем моментам, на которые сам всегда смотрю в первую очередь, и по тем граблям, на которые наступал или видел, как наступают другие.
С чего вообще начинать выбор? Не с материала, как многие думают
Часто звонят и сразу спрашивают: У вас есть теплообменники из нержавейки? Это, конечно, важный вопрос, но он не первый. Первый вопрос всегда — к среде. Что у вас в баке? Вода, масло, химический раствор, пищевой сироп? И главное — что по трубам? Пар, горячая вода, термомасло? Вот эта парочка — что снаружи трубки и что внутри трубки — определяет практически всё. Потому что если внутри идёт пар, а снаружи — вязкий продукт, то это одна история с конденсацией и риском гидроударов. А если снаружи агрессивная среда, а внутри — вода 90°C, то это совсем другая история с коррозией и отложениями.
Был у меня случай на одном молокозаводе. Заказали аппарат для подогрева воды в моечной. Вода — в баке, пар — в змеевике. Вроде бы стандарт. Но не учли, что в воде из их скважины было повышенное содержание солей жёсткости. Через полгода звонок: Мощность упала вдвое. Приехали, вскрыли — а змеевик из обычной углеродистой стали оброс таким слоем накипи, что стал похож на сталактит. Пришлось демонтировать и предлагать вариант с трубами из нержавеющей стали AISI 316 и, что важнее, с рекомендацией по умягчению воды или хотя бы регулярной промывке. Материал здесь был вторичен, первична была химия процесса.
Поэтому мой первый совет: соберите максимум данных по средам. Температуры на входе/выходе, давление, физико-химические свойства, наличие абразивных частиц, склонность к образованию отложений или пенообразованию. Без этого любая консультация — гадание на кофейной гуще.
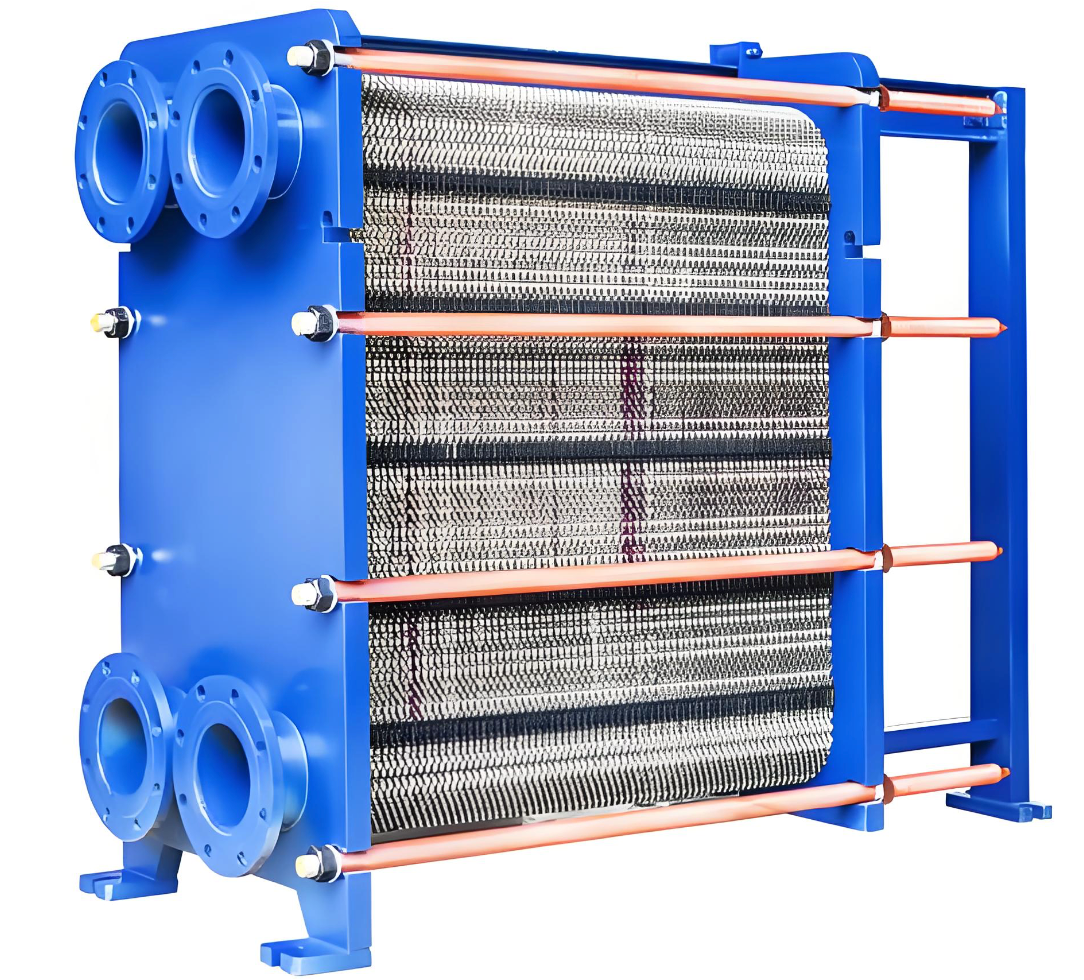
Конструкция: не просто трубка в баке
Вот смотрите, все видели картинку: бак, а в нём — изогнутая трубка или несколько. Казалось бы, что тут мудрить? Но от того, как эта трубка расположена, как закреплена и как подведены патрубки, зависит надёжность и удобство обслуживания. Одна из частых ошибок — когда змеевик делают слишком плотным, виток к витку. Да, площадь теплообмена получается большой на маленьком объёме. Но попробуйте потом почистить пространство между витками от шлама или отложений! Практически нереально. Для сред, склонных к загрязнению, всегда советую делать шаг между витками не менее 1.5-2 диаметров трубы.
Крепление. Казалось бы, мелочь. Но если змеевик большой и тяжёлый, а закреплён только в одной точке на фланце, то при тепловых расширениях или вибрациях от циркуляционных насосов могут возникнуть напряжения, ведущие к трещинам в сварных швах. Хорошая практика — дополнительные опорные кронштейны внутри бака, которые позволяют конструкции дышать, но не болтаться.
И ещё про патрубки. Они должны быть выведены так, чтобы к ним был нормальный доступ для монтажа/демонтажа арматуры, и чтобы при возможной течи вода или пар не лились на электрооборудование или в недоступные для осмотра места. Один мой знакомый монтажник любит говорить: Сначала представь, как ты будешь его ремонтировать, а потом уже черти. Мудрая мысль.
Расчёт мощности и запас, который может навредить
Тут целая наука, и многие заказчики хотят с запасом. Мол, чтобы наверняка. Но с погружными теплообменниками избыточный запас — это не просто лишние деньги. Это потенциальные проблемы. Допустим, рассчитали вам аппарат на 100 кВт, а вы для спокойствия взяли на 150 кВт. Поверхность теплообмена больше, змеевик длиннее или диаметр трубы больше. Что получается? При том же расходе греющего пара или воды скорость среды в трубах падает. Для пара это может привести к застою конденсата, ударным нагрузкам и шуму. Для воды — к усиленному выпадению солей на стенках из-за снижения турбулентности. В итоге аппарат с запасом может закоксоваться или зарасти накипью быстрее, чем правильно подобранный.
Ключевой параметр — коэффициент теплопередачи (K). Его не стоит брать из таблиц как у всех. Он сильно зависит от конкретных условий: скорости потоков, шероховатости труб, наличия оребрения. Для простых задач (нагрев воды паром) можно ориентироваться на опытные данные, но для нестандартных сред лучше делать хотя бы оценочный расчёт или, что идеально, проконсультироваться с инженерами, которые специализируются на этом. Например, коллеги из ООО Руйцзе Энергетическое оборудование Фошань часто сталкиваются с нестандартными запросами по нагреву вязких жидкостей и знают, как влияет на расчёт изменение вязкости от температуры. Их сайт (https://www.ruijiedongli.ru) — это не просто каталог, там часто выкладывают технические заметки по таким расчётам, что полезно для самостоятельной прикидки.
Поэтому не стесняйтесь требовать от поставщика обоснование расчёта. Хороший специалист покажет, откуда взял исходные данные и коэффициенты. Слепое увеличение площади на 30% для надёжности — это не профессионально.
Материалы: нержавейка нержавейке рознь
Нержавейка — это не один материал. Для пищевки часто идёт AISI 304. Она стойкая к коррозии в многих средах, но, например, в хлорид-содержащих растворах (как в некоторых бассейнах или технологических линиях) может начаться точечная коррозия. Тут уже нужна 316-я с молибденом. А для совсем агрессивных химикатов иногда смотрят в сторону дуплексных сталей или даже титана, но это уже совсем другая цена.
А бывает и так, что для змеевика, по которому идёт чистая вода или пар, достаточно углеродистой стали (Ст20, Ст3), но с хорошим внутренним покрытием или даже оцинковкой. Это существенно дешевле. Но! Если снаружи, в баке, находится электролит (тот же раствор солей), то такая сталь быстро проржавеет. Нужно смотреть на обе стороны стенки трубы.
Опыт подсказывает, что экономия на материале корпуса змеевика (не патрубков, а именно той части, что погружена) почти всегда выходит боком. Ремонт или замена связаны с остановкой всего бака, сливом продукта, демонтажем. Проще и в итоге дешевле сразу поставить более стойкий материал, если есть хоть малейшие сомнения. Я всегда советую: если среда не дистиллированная вода, лучше перестраховаться и взять нержавейку. Разница в цене окупится спокойствием.
Монтаж и эксплуатация: где кроются подводные камни
Допустим, аппарат выбрали идеально. Но его ещё нужно правильно поставить. Самая частая ошибка при монтаже — отсутствие компенсаторов теплового расширения на подводящих трубопроводах. Змеевик при нагреве удлиняется. Если подводящие патрубки жёстко закреплены, всё напряжение идёт на сварные швы в баке или на резьбовые соединения. Результат — течь через полгода работы.
Вторая частая проблема — обвязка. Для паровых теплообменников критически важна правильная установка конденсатоотводчиков, обратных клапанов, воздушников. Нередко вижу, что на дорогой аппарат из отличной стали ставят самый дешёвый конденсатоотводчик, который то не спускает конденсат, то пропускает пар. Эффективность системы падает в разы, а в змеевике скапливается вода, вызывая гидроудары при резком пуске пара.
И третье — обслуживание. Даже самый стойкий материал не гарантирует отсутствия отложений. Нужно заложить возможность промывки. Хорошо, если в конструкции бака есть люк напротив торцов змеевика, чтобы можно было визуально оценить его состояние и при необходимости прочистить механически или подать химический реагент. Об этом стоит подумать на этапе заказа аппарата и проектирования бака. Иначе потом придётся резать.
Резюме: алгоритм для самостоятельной прикидки
Итак, если попробовать свести всё к некому чек-листу, то выглядеть он будет примерно так, но помните — это лишь каркас, который нужно наполнять вашими конкретными цифрами. 1. Чётко опишите обе среды (обе!). 2. Определите требуемую тепловую мощность и температурный график. 3. Исходя из пункта 1, прикиньте материал — не только марку стали, но и толщину стенки трубы (особенно для пара высокого давления). 4. Продумайте конструкцию: компактный змеевик или с зазорами для чистки? Как будет крепиться? 5. Обвязка и арматура — это часть системы, не экономьте на ней. 6. Заложите возможность ревизии и обслуживания.
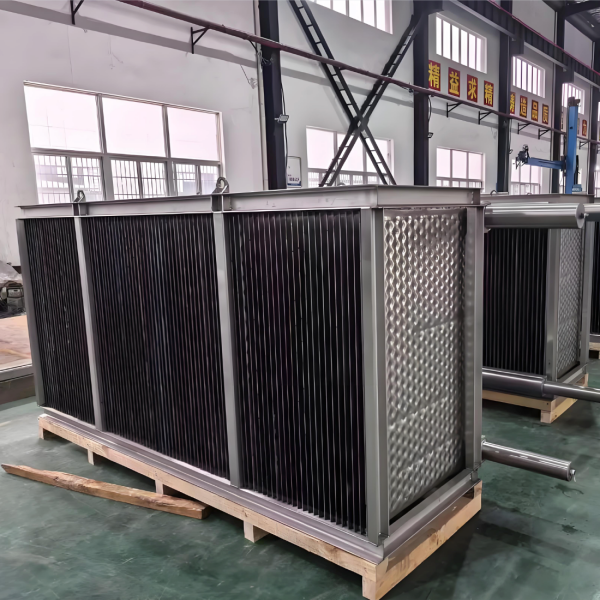
Не бойтесь задавать поставщикам глупые вопросы. Если специалист не может объяснить, почему выбран именно такой диаметр трубы или шаг витков, это повод насторожиться. Хороший поставщик, как та же ООО Руйцзе, которая занимается оребрёнными теплообменниками, всегда сможет обосновать свои рекомендации, потому что они работают с инженерной стороной вопроса, а не просто продают железки. Их опыт в области теплообмена часто помогает найти решение для неочевидных задач, где стандартный подход не работает.
В конечном счёте, выбор погружного теплообменника — это поиск баланса между стоимостью, эффективностью, долговечностью и ремонтопригодностью. Идеального решения для всех случаев нет. Но если подойти к вопросу вдумчиво, с пониманием физики процесса и с учётом будущей эксплуатации, можно получить аппарат, который будет десятилетиями исправно делать свою работу, не создавая проблем. Главное — не рассматривать его как простую трубку в баке, а как полноценный технологический узел со своими особенностями и требованиями.