




Пластинчатый FP теплообменник: инновации?
2026-02-06
Вот смотрю на этот заголовок и думаю — ну, опять про инновации. В каждом каталоге теперь это слово, а по факту часто просто перепаковка старого. Но с пластинчатым FP теплообменником история интереснее. Не то чтобы революция, но шаг в сторону, который на практике может и головной боли прибавить, и выгоду дать. Если, конечно, разобраться, где его толкать, а где не соваться. Скажем так, это не универсальная замена всем паяным или разборным пластинам, а скорее специализированный инструмент. И многие, кто берет его как последнее слово техники, потом чешут затылок на объекте.
Что скрывается за аббревиатурой FP?
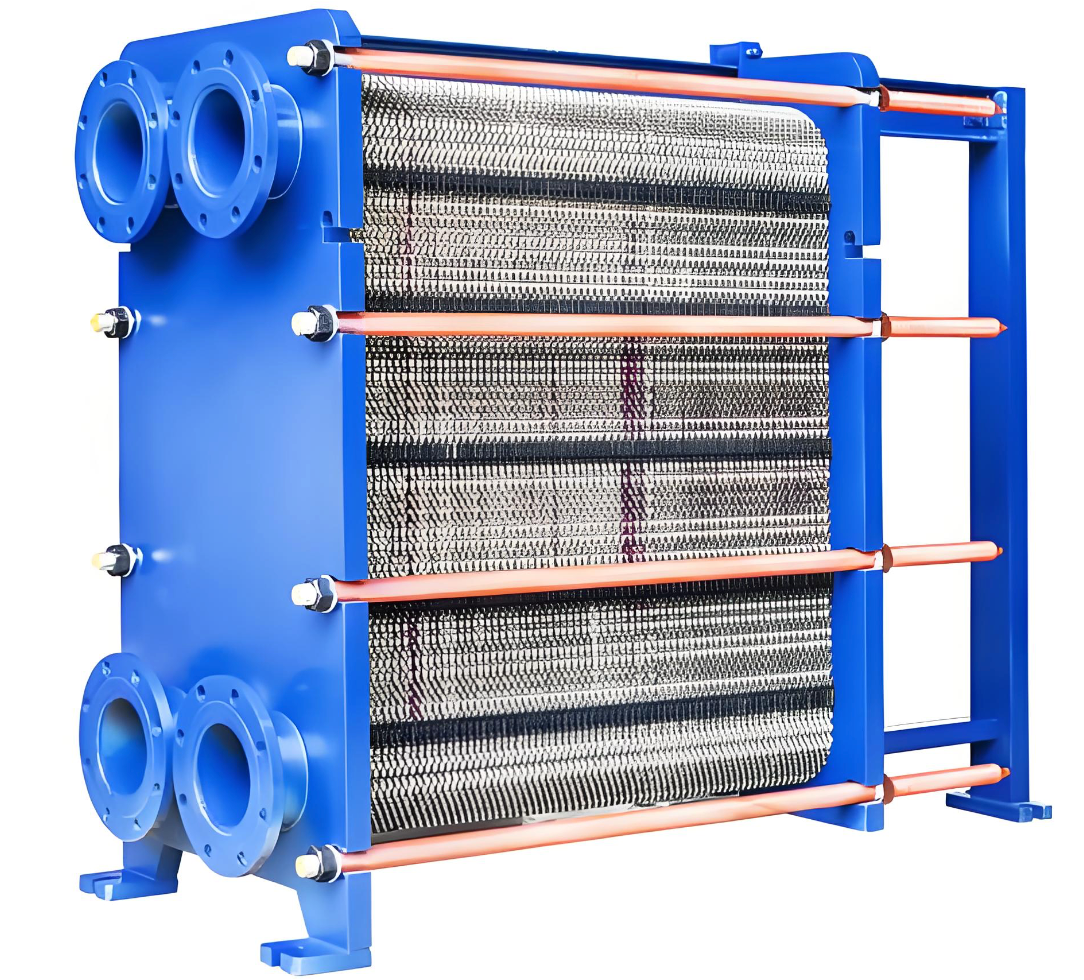
FP — Full Plate, полностью пластинчатый. Суть в том, что это не разборный аппарат с уплотнениями и не паяный сердечник. Это цельная сварная конструкция из пластин, но сформированная так, что создает каналы. Грубо говоря, как паяный, но без припоя — пластины свариваются по контуру лазером или плазмой, образуя блок. Отсюда и первое заблуждение: раз сварной, значит для высоких давлений и температур, все проблемы решены. Не совсем.
На деле, главный козырь — это как раз отсутствие уплотнений. Уплотнения — вечная головная боль в агрессивных средах или при частых термических ударах. Они стареют, текут, требуют подтяжки, их запас нужно держать. В FP этой проблемы нет. Но появляется другая: невозможность разобрать и почистить механически. Если у вас среда склонная к быстрому зарастанию или загрязнению твердыми частицами — это приговор аппарату. Промывки химической может не хватить.
Вот пример из практики: ставили такой блок на контур гликоля в системе рекуперации тепла. Среда вроде чистая, но со временем началось падение давления. Оказалось, мелкая окалина из старой системы все же была и забила каналы именно в зоне входа. Продувка не помогла, химпромывка дала эффект на 70%. Пришлось демонтировать и отправлять на заводскую чистку под давлением — затраты и простой. С разборным аппаратом просто вынули бы пакет пластин на месте.
Ниша применения: где он действительно сияет
Исходя из этого, его ниша довольно четко очерчена. Это агрессивные среды, где уплотнения долго не живут: некоторые хладагенты, аммиак, растворы солей. Или условия, где важна абсолютная герметичность и нет риска загрязнения. Например, в контурах с дорогим или опасным теплоносителем, утечка которого недопустима. Тут пластинчатый FP теплообменник действительно инновация, потому что дает надежность сварного шва вместо резины.
Еще одно направление — высокие температуры и давления. Но с оговоркой. Да, сварная конструкция держит больше, чем паяная, и не боится термических циклов как разборная с уплотнениями. Однако, сам дизайн пластин FP часто — это все те же штампованные гофры. При очень высоком давлении (скажем, от 25 бар и выше) нужно смотреть уже не на тип FP, а на толщину металла и конкретную геометрию каналов. Видел проекты, где заказчик требовал FP для 40 бар, но пластины были тонкие, 0.5 мм. Производитель дал допуск, но по факту ресурс под вопросом. Инновация ли это? Скорее, маркетинг.
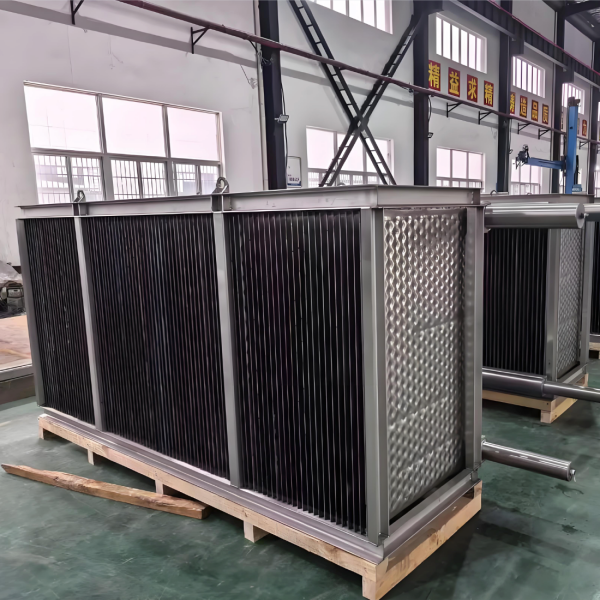
Здесь стоит упомянуть китайских производителей, которые активно развивают это направление. Например, ООО Руйцзе Энергетическое оборудование Фошань (сайт можно посмотреть на https://www.ruijiedongli.ru). Они как раз позиционируют себя в области оребренных теплообменников, но у них в линейке есть и сварные пластинчатые, включая FP-типы. По опыту, их аппараты часто идут на рынок СНГ под конкретные проекты с умеренными параметрами. Качество сварных швов у них в последних сериях стало заметно лучше, но по-прежнему есть нюанс с подбором марки стали под среду — иногда нужно очень четко техзадание давать, иначе по умолчанию поставят 304 нержавейку, которая может не подойти для хлоридов.
Подводные камни при подборе и монтаже
Самая частая ошибка при подборе — игнорирование возможности очистки. Как я уже говорил, если есть даже малейший риск загрязнения, нужно закладывать или очень большой запас по площади, или предусматривать установку дублирующего аппарата, или вообще отказаться от FP в пользу разборного. Еще момент — вибрация. Сварной блок жесткий, но если его поставить на линию с пульсациями или неуравновешенным насосом, могут пойти трещины по сварным швам от усталости. Нужны правильные опоры и гибкие подводы.
При монтаже тоже есть специфика. Раз вес аппарата часто больше, чем у разборного аналога, крепления должны быть соответствующие. И самое главное — ориентация. Многие FP-аппараты имеют строгое предписание по пространственному положению (например, только горизонтальное расположение каналов). Если перевернуть, нарушится распределение потоков и дренаж, эффективность упадет, а в худшем случае — завоздушивание и локальный перегрев. В паспорте это есть, но монтажники часто не смотрят.
Был случай на мясокомбинате: поставили FP-теплообменник для нагрева воды паром. Смонтировали вертикально, чтобы сэкономить место. Через полгода — течь по верхнему углу. Вскрытие (точнее, обследование) показало: в верхней части из-за неправильной ориентации скапливался неконденсируемый газ, зона локального перегрева, усталость металла, микротрещина. Аппарат на гарантии, но производитель правомерно отказал — нарушили условия монтажа. Пришлось покупать новый и переделывать обвязку.
Стоит ли гнаться за инновационностью?
Возвращаемся к вопросу из заголовка. Инновация ли пластинчатый FP теплообменник? Для меня, как для практика, инновация — это не просто новая конструкция, а решение, которое на объекте приносит меньше проблем, чем создает. FP — это не революция, а эволюция. Это ответ на конкретные вызовы: агрессивные среды, требования к герметичности, необходимость работы в условиях, где уплотнения нежизнеспособны.
Его нельзя считать универсальным решением, которое вытеснит все остальные типы. Это специализированный инструмент в арсенале инженера-теплотехника. И его успешное применение на 90% зависит от грамотного подбора и понимания его ограничений. Слепо верить каталогам с громкими словами — путь к лишним затратам.
Сейчас многие компании, включая упомянутое ООО Руйцзе Энергетическое оборудование Фошань, развивают эту технологию, экспериментируя с разной геометрией пластин (например, асимметричные каналы для разных сред) и сплавами. Это правильный путь. Настоящая инновация будет тогда, когда они, например, решат проблему обслуживания — придумают такой дизайн, который позволит эффективно чистить сварной блок на месте без отправки на завод. Пока же это просто более надежный вариант для узкого круга задач. И в этом нет ничего плохого — главное, называть вещи своими именами.
Выводы для практикующего инженера
Итак, если резюмировать опыт. При рассмотрении FP-аппарата задавай себе вопросы по порядку: 1) Среда агрессивна к уплотнениям? Если да — он кандидат. 2) Есть ли риск загрязнения или зарастания? Если да — лучше отказаться. 3) Параметры давления/температуры действительно на пределе для паяного или разборного? Проверь, не будет ли запас по толщине металла у FP мизерным. 4) Готов ли заказчик к особенностям монтажа и будущего обслуживания (химчистка, невозможность разборки)?
Не стесняйся запрашивать у поставщика, будь то европейский бренд или ООО Руйцзе Энергетическое оборудование Фошань, реальные отчеты по испытаниям на усталость для твоих конкретных параметров. Проси ссылки на объекты с похожими условиями. Хороший производитель, который уверен в продукте, такое предоставит.
В конечном счете, техника не стоит на месте. FP — это рабочий, жизнеспособный вариант, который занял свою полку в цеху. Не панацея, но и не маркетинговая пустышка. Просто еще один инструмент, который нужно уметь использовать. А инновационность… Пусть этим словом оперируют менеджеры на презентациях. Наша же задача — чтобы система работала без сюрпризов долгие годы. И иногда для этого как раз подходит старый добрый разборник, а иногда — этот самый сварной блок. Главное — понимать, почему.