




Полностью нержавеющий аппарат: инновации и надёжность?
2026-02-10
Вот вопрос, который в последнее время всё чаще звучит на переговорах с заказчиками. Многие сразу представляют себе нечто монолитное, вечное и беспроблемное. Но так ли это на самом деле? За годы работы с теплообменным оборудованием, особенно в контексте оребрённых труб, я видел, как слепая вера в ?полную нержавейку? приводила к неоправданным затратам или, что хуже, к отказам в неожиданных местах. Давайте разбираться без глянца.
Что скрывается за термином ?полностью??
Когда говорят ?полностью нержавеющий аппарат?, первое, что приходит в голову — корпус, трубки, пластины, патрубки — всё из нержавеющей стали. Но в реальном проектировании и сборке ?полностью? — понятие растяжимое. Речь идёт только о контактирующих со средой частях? А рама, на которую всё это смонтировано? А крепёж? В одном из ранних наших проектов для химического цеха заказчик настоял на абсолютно всём из AISI 316. В итоге стоимость взлетела в полтора раза, а проблемы начались с крепёжных шпилек — они, хоть и из ?нержавейки?, в напряжённом состоянии в агрессивной атмосфере дали коррозионное растрескивание. Оказалось, что для шпилек нужна была совсем другая марка, но в спецификации стояло просто ?нержавеющая сталь?. Урок: ?полностью? требует детальной расшифровки.
Частая ошибка — считать, что если аппарат сделан из нержавейки, то он автоматически подходит для любых сред. Это не так. Есть десятки марок, и каждая имеет свой порог стойкости. Например, для сред с ионами хлора обычная 304-я сталь может оказаться бесполезной, нужна более стойкая, та же 316L или даже дуплексные стали. Но их применение — это уже другой ценовой сегмент и сложность с обработкой. Видел, как на одной пищевой фабрике поставили аппарат из 304-й стали для пастеризации продукта с повышенным содержанием хлоридов. Через полгода пошли точечные поражения. Пришлось менять. Инновация здесь не в материале самом по себе, а в точном соответствии его химического состава реальным условиям работы.
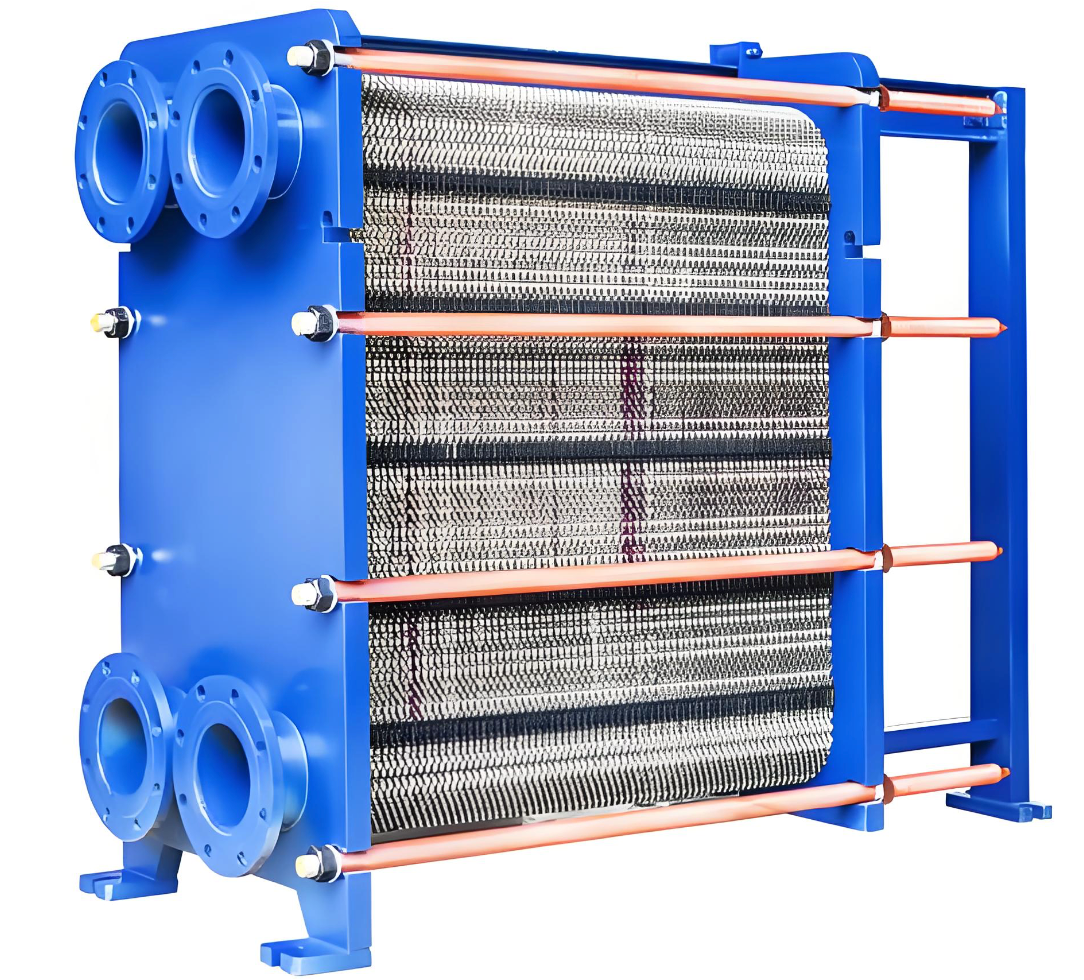
И вот здесь стоит упомянуть подход таких производителей, как ООО Руйцзе Энергетическое оборудование Фошань. Просматривая их ресурс https://www.ruijiedongli.ru, видно, что они специализируются именно на оребрённых теплообменниках. Это важный нюанс. В таких аппаратах ?полная нержавеющая? конструкция — это часто вопрос не корпуса, а именно трубок с оребрением. Ребристая поверхность, будучи изготовленной из нержавейки, — это уже серьёзный технологический вызов по сварке и формовке, и это напрямую влияет на надёжность. Их опыт в этой узкой области, вероятно, позволяет им избегать некоторых стандартных ошибок, связанных с неправильным выбором марки стали или технологии для ребра.
Инновации: где они реально есть?
Говоря об инновациях в контексте нержавеющих аппаратов, многие ждут каких-то революционных сплавов. Но по моим наблюдениям, главный прогресс в последние 5-7 лет лежит в области производства и контроля качества. Например, автоматическая аргонодуговая сварка под контролем зрения, которая минимизирует человеческий фактор в самых ответственных швах. Или технологии лазерной сварки ребра на трубку, которые обеспечивают практически монолитное соединение без зон термического влияния, склонных к коррозии. Это и есть та самая надёжность, которая покупается.
Ещё один момент — это инновации в расчётах. Раньше часто брали аппарат ?с запасом?, ставили более толстую стенку из соображений ?нержавейка же, выдержит?. Сейчас современное ПО для моделирования потоков и напряжений позволяет точно рассчитать минимально достаточную толщину, оптимизировать геометрию ребра. Это снижает металлоёмкость и стоимость без ущерба для прочности. Но это требует от инженера глубокого понимания, а не просто нажатия кнопок в программе. У нас был случай, когда такое моделирование показало, что в определённой точке будет застой среды и, как следствие, локальный перегрев и риск коррозии. Изменили конструкцию перегородки — проблема ушла.
Так называемые ?умные? покрытия или пассивация поверхностей — это тоже инновация, но её часто переоценивают. Хорошая механическая полировка и правильная химическая пассивация на заводе-изготовителе дают больший эффект для долговечности, чем нанесение каких-то дополнительных слоёв, которые со временем могут отслоиться. Ключ — в контроле каждого этапа. На сайте ООО Руйцзе в описании их деятельности как раз делается акцент на области оребрённых теплообменников. Это наводит на мысль, что их производственный цикл, вероятно, заточен под конкретные операции: резку, сварку, формовку нержавеющей стали для этих сложных элементов. Такая специализация — сама по себе залог более высокого качества и, следовательно, надёжности конечного изделия.
Надёжность: что ломается на самом деле?
Надёжность — это не про то, что аппарат никогда не сломается. Это про то, что его поведение предсказуемо, а ресурс соответствует заявленному в заданных условиях. И здесь у ?полностью нержавеющих? аппаратов есть свои типичные ?болевые точки?. Первая — сварные швы. Даже на идеальной стали плохой шов станет очагом коррозии. Вторая — тепловые деформации. Коэффициент расширения у нержавейки немаленький. Если в конструкции неверно рассчитаны компенсаторы или жёсткость креплений, появятся трещины. Был у меня опыт с воздухонагревателем, где трубки были завальцованы в трубную доску. После нескольких циклов ?разогрев-останов? в одном углу появилась течь. Причина — разная степень расширения массивной доски и тонкостенных трубок в жёстком корпусе.
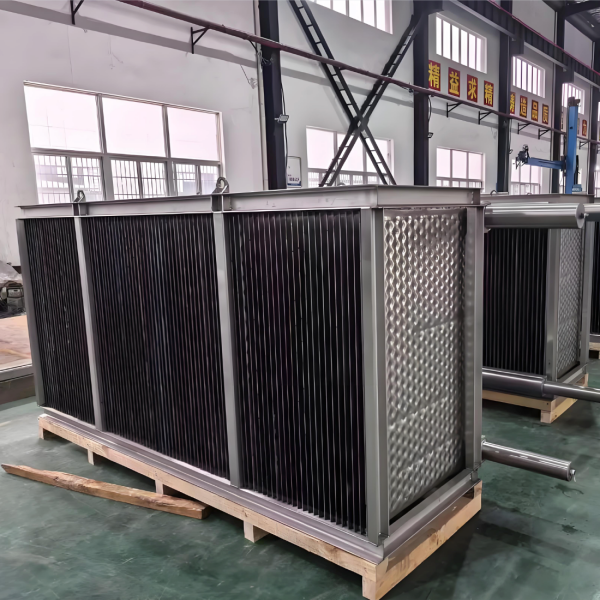
Третья точка — это эрозия. Особенно актуально для ребристых поверхностей, если через них проходит поток с абразивными частицами (пыль, песок). Нержавейка тверда, но постоянная бомбардировка может сточить ребро. Поэтому иногда более надёжным решением оказывается не ?полностью нержавеющий? аппарат, а комбинированный: трубки из нержавейки, а ребро из алюминия с антикоррозионным покрытием для лучшей теплоотдачи и стойкости к эрозии в воздушном тракте. Но это уже компромисс, и его нужно грамотно обосновать.
Четвёртый, часто упускаемый из виду фактор — это качество исходного металла. Рулонная сталь из разных партий может иметь микровключения, которые проявятся позже. Надёжный производитель, будь то крупный завод или специализированная компания вроде Руйцзе Энергетическое оборудование Фошань, должен иметь чёткую систему входящего контроля металла. Это не та информация, которую легко найти на сайте, но её можно выяснить при прямом запросе. Наличие собственной лаборатории для спектрального анализа — хороший знак.
Практический кейс: когда ?полностью? было излишним
Хочу привести пример из практики, который хорошо иллюстрирует разрыв между теорией и необходимостью. Заказ — теплообменник для подогрева мягкой сетевой воды в системе отопления административного здания. Среда неагрессивная, температура до 95°C, давление стандартное. Заказчик, наслушавшись маркетинга, требовал аппарат полностью из нержавеющей стали AISI 304, мотивируя это ?вечной? эксплуатацией.
Мы предложили альтернативу: трубный пучок — из нержавеющей стали (ибо вода), а корпус (кожух) — из углеродистой стали с внутренним антикоррозионным покрытием. Обоснование: со стороны воды коррозионная опасность минимальна, а со стороны греющего пара (который тоже был чистым) внутри кожуха будет постоянный конденсат, но качественное покрытие его выдержит. Разница в стоимости составила около 40% в пользу комбинированного варианта. Заказчик согласился, но с опаской.
Аппарат отработал уже 8 лет. Недавно была плановая ревизия. Состояние трубок — идеальное. Внутри кожуха покрытие местами потускнело, но признаков отслоения или сквозной коррозии нет. Ресурс аппарата явно превысит 20 лет. Вывод: ?полностью нержавеющий? аппарат в этой ситуации был бы надёжным, но экономически неоптимальным решением. Надёжность была достигнута за счёт правильного выбора материалов для конкретных условий, а не за счёт тотального применения дорогой стали.
Взгляд в будущее и итоговые соображения
Куда движется отрасль? Думаю, в сторону ещё большей кастомизации и ?умного? подбора материалов. Базы данных по коррозионной стойкости, интегрированные в CAD-системы, помогут быстрее выбирать марку стали. Возможно, шире будут применяться методы аддитивного производства (3D-печать) для создания сложных внутренних структур теплообменников из нержавеющих порошков, что решит проблемы со сваркой. Но это пока дорого и для серийного производства теплообменников не всегда применимо.
Что касается надёжности, то ключевым трендом остаётся прозрачность. Заказчики всё чаще хотят не просто сертификат на материал, а полный отчёт о контроле качества на каждом этапе: от сплава до финальных испытаний под давлением. Для производителя, который, как ООО Руйцзе Энергетическое оборудование Фошань, позиционирует себя в узкой нише, это возможность выделиться. Можно показывать не просто картинки готовых аппаратов, а, например, фото микроструктуры сварного шва ребра или результаты испытаний на солевой туман.
Итак, возвращаясь к заглавному вопросу. Полностью нержавеющий аппарат — это не синоним абсолютной надёжности. Это технологическое решение, которое может быть как оптимальным, так и избыточным. Инновации сегодня — это чаще не новые материалы, а новые методы их обработки, контроля и точного инженерного расчёта. Надёжность рождается из глубокого понимания процесса, условий работы и грамотного выбора — где поставить ?нержавейку?, а где можно обойтись без неё без ущерба для долговечности. Слепое следование тренду ?всё из нержавейки? — верный путь к перерасходу средств или к неожиданным поломкам. Главное — это компетенция и честность того, кто проектирует и производит оборудование.