




Теплообменник ЗУ: тренды и обслуживание?
2026-02-05
Знаешь, когда говорят про теплообменники ЗУ, многие сразу думают о каких-то суперсовременных сплавах или умных системах контроля. Но на деле, львиная доля проблем — это банальная грязь, неправильная обвязка и желание сэкономить на мелочах, которые потом выливаются в капитальный ремонт. Сейчас в трендах много говорят про материалы — алюминиевые сплавы с повышенной коррозионной стойкостью, всякие покрытия. Но по моим наблюдениям, ключевой сдвиг — даже не в самих аппаратах, а в подходе к их интеграции в систему. Раньше ставили ?как дышит?, сейчас, особенно на новых объектах, все чаще требуют детальный теплогидравлический расчет под конкретные параметры теплоносителя. И это правильно, потому что даже самый дорогой теплообменник может не выйти на паспортную эффективность, если его ?задушить? неправильно подобранными насосами или не учесть перепады давления.
Про тренды: что реально меняется, а что — просто шум
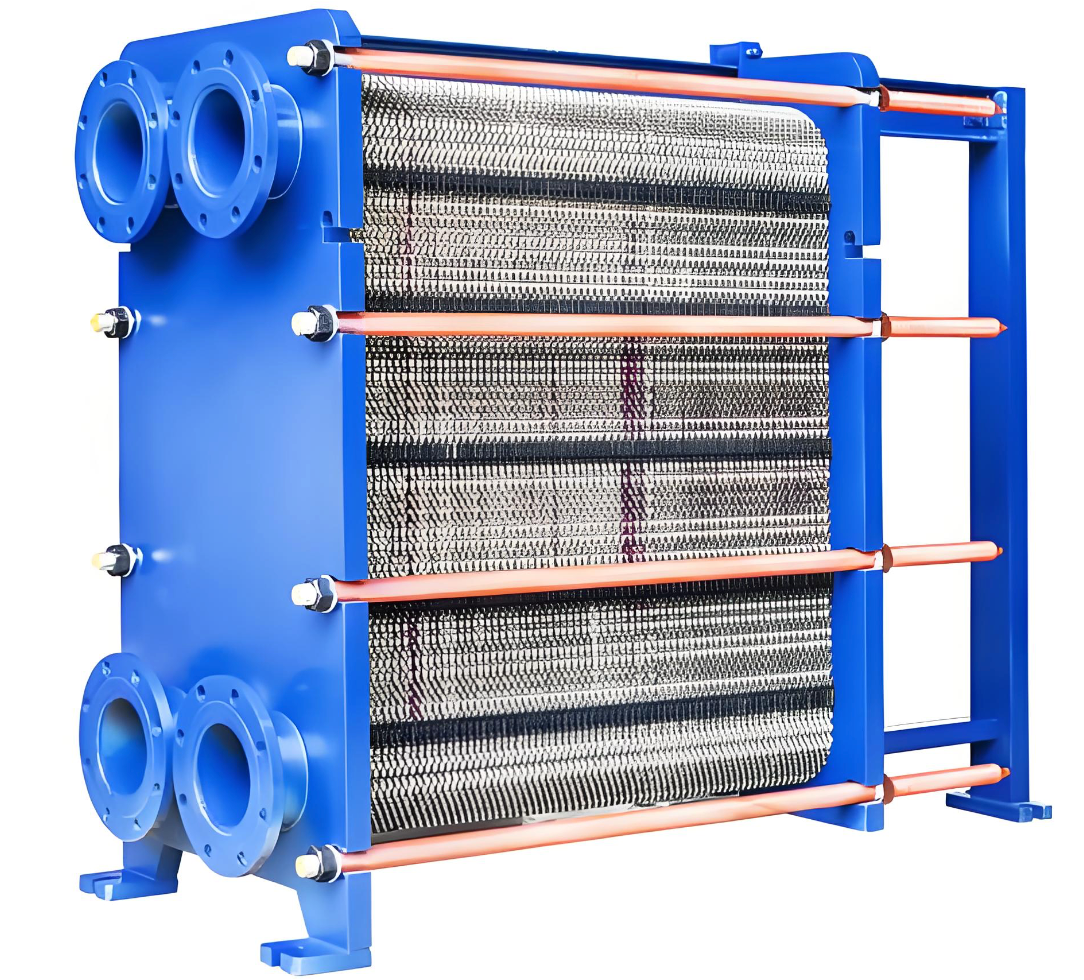
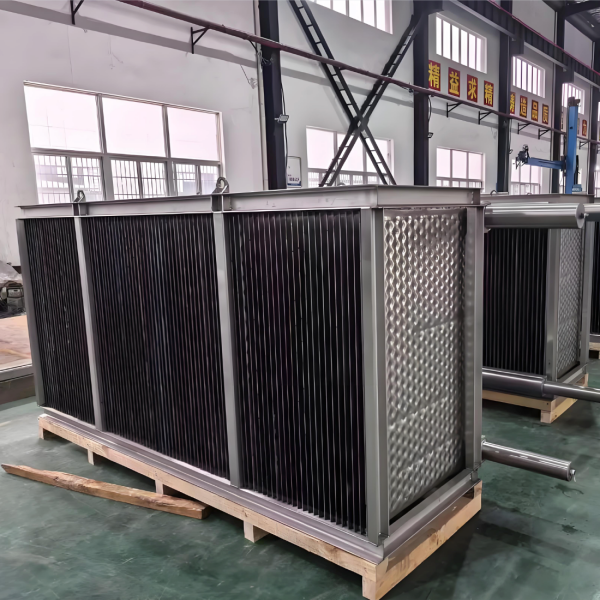
Если брать именно аппараты воздушного охлаждения (ЗУ — это ведь в основном они), то тренд на компактность и увеличение площади оребрения на единицу объема продолжается. Видел недавно образцы от китайских производителей, вроде тех, что поставляет ООО Руйцзе Энергетическое оборудование Фошань. У них акцент именно на оребренных теплообменниках, причем ребро стало сложнее по геометрии — не просто алюминиевая лента, а профилированное, с канавками для турбулизации потока. Это дает прирост по теплосъему, но… сразу появляется новая головная боль — такая поверхность гораздо быстрее забивается пылью, пухом, тополиным семенем. Особенно в городской среде или рядом с производствами. Так что тренд на высокоэффективную поверхность автоматически тянет за собой тренд на более продуманные системы очистки.
Еще один момент — материалы трубок. Медь-алюминий пока держится, но все чаще вижу в проектах для агрессивных сред (скажем, выхлопные газы или химические пары в составе охлаждаемого воздуха) переход на нержавейку в комбинации с алюминием. Дороже, конечно, но срок службы в разы больше. И вот здесь как раз важно, чтобы поставщик, тот же Руйцзе, понимал специфику и мог предложить не просто типовой каталог, а варианты под среду. Потому что классическая медно-алюминиевая сборка в такой среде может рассыпаться за пару сезонов из-за ускоренной коррозии.
А вот про ?умные? системы мониторинга, которые сейчас все пиарят, я немного скептичен. Датчики давления и температуры на коллекторах — это must have. Но когда начинают встраивать кучу сенсоров в каждую трубку и обещать предиктивную аналитику… На практике, на большинстве объектов данные с этих систем просто никто не анализирует в реальном времени. Проще и надежнее раз в квартал замерить перепад давлений на входе и выходе по воздуху и по жидкости — это самый честный показатель состояния.
Обслуживание: где кроются реальные проблемы и лишние траты
Самая частая ошибка — отношение к ЗУ как к ?поставил и забыл? оборудованию. Это не радиатор в квартире. Основная работа начинается после пуска. И здесь 80% проблем — с воздушной стороны. Оребрение забивается. Неравномерно. Из-за этого растет аэродинамическое сопротивление, вентиляторы начинают работать с перегрузкой, падает расход воздуха, и, как следствие, температура на выходе из аппарата ползет вверх. Технологический процесс проседает. Видел случай на пищевом комбинате: из-за слоя жировой пыли на ребрах (мыли раз в год, ?как обычно?) температура охлаждаемой жидкости была постоянно выше нормы на 7 градусов. Пришлось догревать чиллером, перерасход энергии — колоссальный. А решение — регулярная мойка раз в месяц в сезон.
Мойка, кстати, тоже целая наука. Давление струи нужно выставить так, чтобы не погнуть тонкое алюминиевое оребрение. И химию применять осторожно — щелочные составы для жира хороши, но могут повредить защитное покрытие. Часто лучший вариант — обычная горячая вода под давлением. И обязательно с обеих сторон аппарата! Многие моют только с лицевой, а с тыльной стороны грязь копится годами.
Вторая точка внимания — уплотнения между секциями и коллекторами. Резина стареет, особенно от перепадов температур и УФ-излучения. Микротечь по жидкости может долго оставаться незамеченной, пока не приведет к коррозии каркаса или не проявится падением давления в контуре. Раз в полгода — визуальный осмотр на предмет подтеков, раз в пару лет — профилактическая подтяжка болтовых соединений (с соблюдением момента затяжки, чтобы не сорвать резьбу!).
Про расчеты и проектные ошибки: горький опыт
Здесь можно много рассказывать. Классика жанра — недооценка влияния ветровой нагрузки или расположения аппаратов. Ставили мы как-то блок на крыше. По паспорту все сходилось. Но место было открытое, постоянный сильный боковой ветер. В результате воздушный поток от вентиляторов сильно искажался, эффективность упала на 25%. Пришлось монтировать дополнительные ветрозащитные экраны. Теперь всегда смотрю на розу ветров участка.
Еще одна частая проектная ошибка — короткое замыкание воздушных потоков. Когда горячий воздух с выхода аппарата засасывается обратно на вход из-за недостаточного расстояния до стены или другого оборудования. Это убивает КПД на корню. Нормы есть, но их часто игнорируют в угоду компактности размещения. Минимум 1.5-2 метра от выхода до препятствия должно быть, а лучше больше.
И конечно, ?экономия? на обвязке. Ставят задвижки вместо регулирующих клапанов, экономят на байпасных линиях. Потом невозможно нормально отрегулировать поток по секциям, возникает неравномерность прогрева/охлаждения, тепловые напряжения. А потом удивляются, почему в одном углу теплообменника появилась течь, а в другом — нет. Запорная арматура должна позволять отключать и обслуживать каждый аппарат или секцию по отдельности, без остановки всей системы. Это кажется дорогим на этапе проекта, но окупается при первой же необходимости ремонта.
Кейс с заменой: когда ремонт уже не поможет
Был у нас объект — старая котельная, ЗУ работали лет 15. Многократно ремонтировались: запаивали трубки, меняли вентиляторные двигатели. Но эффективность была уже ниже плинтуса. Заказчик метался между капитальным ремонтом (замена всех трубок в каркасе) и покупкой нового блока. Считали вместе. Капремонт — это почти 70% стоимости нового аппарата, но при этом каркас и вентиляторные секции остаются старыми, с износом. Новый аппарат, с современным оребрением и более эффективными вентиляторами с частотным приводом, давал не только восстановление параметров, но и экономию электроэнергии до 15%.
Советовались в том числе и с инженерами из Руйцзе, они как раз специализируются на оребренных теплообменниках. Они помогли подобрать аналог с чуть большей поверхностью, но в том же габарите, что было критично для существующей площадки. Ключевым стал момент с обслуживанием — в новой модели предусмотрели легкосъемные панели для доступа к трубным пучкам с обеих сторон. Это резко сократило время и стоимость будущих чисток. Заказчик в итоге выбрал замену. Мораль: иногда вливать деньги в старый аппарат — это сизифов труд. Надо считать полный жизненный цикл, включая энергопотребление и стоимость сервиса.
Итоговые мысли: не гонись за модным, смотри на суть
Так что, возвращаясь к теме трендов и обслуживания. Главный тренд, на мой взгляд, — это не какие-то прорывные технологии, а рационализация. Растет понимание, что теплообменник ЗУ — это не отдельный агрегат, а часть системы. И его долговечность и эффективность на 90% определяются тремя вещами: грамотным первоначальным расчетом и монтажом, качеством теплоносителя (фильтры, водоподготовка!) и регулярным, правильным обслуживанием воздушной стороны.
Не стоит бездумно гнаться за самым высоким КПД в каталоге. Спроси себя: а готов ли я к более частой чистке этой суперэффективной поверхности? Хватает ли у меня места для обеспечения правильного воздушного обмена вокруг аппарата? Ответы на эти вопросы часто перевешивают преимущества самой передовой конструкции.
И последнее. Всегда имей под рукой контакты хорошего поставщика, который не просто продаст железо, а сможет дать техническую консультацию, помочь с расчетами или подбором аналога. Как, например, ООО Руйцзе Энергетическое оборудование Фошань, которое работает именно в этой узкой нише. Потому что когда возникает проблема, нужно говорить с инженером, а не с менеджером по продажам. Вот, пожалуй, и все, что хотелось высказать наболевшее. Делитесь своим опытом, коллеги.